
Introduction
Engineering: the application of science and mathematics by which the properties of matter and the sources of energy in nature are made useful to people (Merriam-Webster, Incorporated 2015).
The art of engineering has had a major impact on agricultural production. Constable and Somerville (2003) named agricultural mechanization as one of the twenty most significant fetes of engineering in the 20th century. As we look through the titles of articles published in Peanut Science since its inception in 1974, we can see the breadth of engineering research and innovation that has impacted the peanut industry ranging from land preparation and seed handling to produce the crop to innovations in irrigation, harvesting, curing, storing, shelling, and transportation. While engineers have made significant impacts on the peanut industry during the 50-yr existence of the American Peanut Research and Education Society, they have not made those innovations by themselves. Many of the problems attacked required a multidisciplinary approach that involved the expertise of agronomists, pathologists, entomologists, food scientists, and economists just to name a few.
This article highlights some of the engineering innovations made in the peanut industry during the past 50 yr and looks ahead at what engineering obstacles must be overcome in the next 50 yr.
Past Innovations
Production
Much of the engineering research in the late 1950's and early 60's related to peanut production was focused on land preparation, seed placement, and plant spacing. Early research on tillage with a moldboard plow to turn crop residue under prior to planting peanuts resulted in increased yields by 224 - 336 kg/ha due to reduced impact of diseases (Boyle and Hammons, 1956; Garren and Duke, 1958; Mixon, 1963). Since then, considerable research has investigated the use of full, reduced, and no tillage on the agronomic performance of peanuts in all production regions of the U.S. (Colvin and Brecke, 1988; Faircloth et al., 2012; Grichar and Boswell, 1987; Wright, 1991; Wright and Porter, 1991). Tillage research continues to be important today, especially in conjunction with soil borne insects that may cause kernel damage and aflatoxin contamination (Chapin et al., 2001).
Sturkie and Buchanan (1973) and Mozingo and Steele (1989) cited considerable research related to seed spacing (in-row and between row), depth and method of planting. Their review of the existing research covered planting on a bed or planting on level ground. While these issues were primarily agronomic in nature, engineering played a vital role in developing the equipment to first prepare the seed bed, then precisely and accurately place the seed at the desired spacing. Mechanical planters were developed in which a pair of disc blades opened a furrow and a ground-wheel drove rotating plates to drop seed at intervals determined by the ground speed and hole spacing in the plates. These planters were prone to skips and dropping multiple seed at the same time. The precision of seed placement, particularly seed spacing, was improved with the development and adoption of the vacuum or air planter. Precise seed spacing led to changes in planting patterns, such as twin-row planting (Hauser and Buchanan, 1981; Colvin et al., 1985) and diamond-shaped planting patterns (Mozingo and Wright, 1994; Sorensen et al., 2004). Research by a multi-disciplinary team from many peanut producing states developed a risk index for Tomato Spotted Wilt Virus that included row patterns (single or twin) in evaluating the risk of the disease incidence (Kemerait et al., 2018).
Just as planting patterns and mechanical planters have changed, the size of the planters has increased from one- or two-row planters to six- and twelve-row planters. Each row unit on the planter has a seed hopper that holds approximately 22 kg of peanut seed which is approximately one bag of commercial seed. Planting at a rate of 112 kg/ha requires that the seed hopper be refilled every 400 m. An 81-ha field requires 9,065 kg or 9 MT of seed, all which would have to be manually lifted and poured into each seed hopper. A bulk seed tender is a portable hopper equipped with either an auger or conveyor belt to load seed hoppers on the planters and are used when planting other commodities such as soybean, wheat, and corn. Butts et al. (2007) showed that bulk seed tenders equipped with a belt conveyor could be used to handle peanut seed with minimal seed losses and no reduction in plant stand and minimizing the physical labor required to complete the planting operation.
One of the major engineering innovations in peanut production has been the introduction and adaptation of global positioning systems (GPS) into the agricultural sector. Equipment manufacturers have developed automated steering guided by precision GPS technology that has improved precision of various field operations, reduced operator errors, and reduced operator fatigue (Bashiri and Mann, 2015). In peanut production, when peanuts were planted using GPS-assisted guidance systems and subsequently dug using GPS-assisted guidance, reduced digging losses by approximately 11% (Roberson and Jordan, 2014). Precision control of the depth of the blade on the peanut digger-inverter in addition to precision guidance can reduce digging losses (Warner et al., 2014). GPS led to the development of geographic information systems (GIS) which are basically databases that map field characteristics to geographic positions. In agriculture, characteristics such as soil type, electrical conductivity, alkalinity, and fertility have been characterized by the GPS coordinates in a field then used to develop management zones within the field for fertilization and crop management throughout the growing season. Ground application of some pesticides are applied based on the management zones and field scouting.
Fifty years ago, management decisions were made strictly on rules of thumb, keen observation by growers, and instinct. The development of sensors and wireless instrumentation systems has had profound effects on management decisions made by growers. Sensor technology and interpretation of data from those sensors has evolved considerably over the last 50 yr. The development and progression of Irrigator Pro, an irrigation management tool for peanuts is an excellent example. Irrigator Pro for Peanuts was originally developed and released in 1991using the maximum and minimum soil temperature measured under the plant canopy using a bimetal recording maximum/minimum thermometer. Since then, sensors to measure soil water potential have become simpler to use, more reliable, and relatively inexpensive. These sensors had to be visited and data manually recorded and entered into Irrigator Pro to develop an irrigation recommendation. Engineers began developing small, battery-powered, field-deployable data acquisition systems to record and transmit these data to a central location in the field (Perry et al., 1993). With the development of wireless technology, this system began transmitting the data from base station in the field to a server accessible via the internet. Similarly, commercial vendors have developed wireless technology to measure and transmit environmental data to websites for irrigation decisions.
Harvesting, Handling, and Storage
In the early 1900's, it took approximately 3074 man-hours to harvest a hectare of peanuts (Mills and Samples, 1973). At that time, peanuts were dug using a mule and single bottom plow, then the peanuts were stacked in stackpole to cure for a period of time. After peanuts had cured sufficiently, a stationary thresher was brought to the field, and the stackpoles were manually transported to the thresher and fed into the machine to separate the peanuts from the vines. With the invention of the digger-windrower and a combine towed behind a tractor during the 1940's and 1950's, the labor required to harvest a hectare of peanuts was reduced from 74 to approximately 10 man-hours. The first combine (Figure 1) developed by an engineer at the University of Georgia's Coastal Plain Experiment Station was towed by a tractor but powered by a small internal combustion engine mounted on the combine (Shepherd and Kenny, 1950). Eventually, the combine was powered by the power take-off (PTO) on the tractor. Around 1964, John Deere introduced and marketed a self-propelled two-row peanut combine (Figure 2), but sales did not warrant its continuation and production was discontinued shortly afterward. Several manufacturers produced and sold PTO-driven two-row peanut combines including Benthall, Lilliston, Roanoke, Kelley Manufacturing Company (KMC), and Amadas Industries. Combines began increasing in size in the early 1990's with the introduction of 4-row and shortly afterward 6-row combines (Figure 3). In 1994, in a joint venture, Amadas Industries and John Deere developed and commercially produced an 8-row self-propelled peanut combine (Figure 4).

Peanut combine developed by Shepherd and Kenny (1950) in the Abraham Baldwin Agricultural College's Georgia Museum of Agriculture and Historic Village, Tifton, GA.

John Deere two-row self-propelled peanut combine circa 1964 (picture used by permission)

A 6-row peanut combine (photo provided by Kelley Manufacturing Company, Tifton, GA).

An 8-row self-propelled peanut combine manufactured as a joint venture between Amadas Industries and John Deere (photo provided by Amadas Industries, Suffolk, VA).
As the size of the combine increased, so did the harvest capacity. Peanut combining typically began each d shortly after noon and lasted until dusk. A two-row combine could harvest 4 to 6 ha per d. The harvest capacity increased nearly proportional to the header width, and a 6-row combine could harvest 14 to 17 ha per d. However, the mechanisms for threshing and cleaning also improved allowing ground speeds to increase as well as begin harvest earlier in the d. The development of conveyors that allow the operators to offload on-the-go reduce dead time in the field required to unload. These improvements have increased overall harvest capacity of the modern 6-row peanut combine to 16 to 20 ha per d.
Prior to the development of the towable peanut combine, peanuts cured in the stackpole and the moisture was reduced to safe storage levels prior to harvest. The peanuts were bagged 57-kg bags and stored. With the development of the towable peanut combine, a mechanical curing system was developed to match the capacity of the new harvester. A four-wheeled wagon with a perforated floor installed 23 cm above the wagon floor was developed as a peanut drying wagon. The space between the solid bottom of the wagon and the perforated floor formed a plenum into which heated air could be introduced and forced up through the peanuts. The early commercially available peanut drying wagons had a holding capacity of approximately 3.6-4.5 MT of peanuts and were primarily used in on-farm drying facilities. However, as peanut production grew and harvest capacity increased, the drying operation moved from the farm to the centralized peanut buying point. Today, most peanuts are dried at the peanut buying point capable of drying as many as 200 wagons simultaneously. Increased harvest capacity on the farm pushed dryer manufacturers to increase the length of the drying wagons from 4.3 m, to 6.4 m, then to 8.5 m. In 1994, Longshot peanut buying facility in Seminole, TX constructed stationary drying containers capable of drying approximately 21 MT of farmers stock peanuts. This allowed growers to load directly into hopper-bottom semi-trailers in the field then transport them to the peanut buying point reducing the amount of equipment, drivers, and trips required to move peanuts from the field. The large fixed drying containers were costly to build, and the logistics of unloading the peanuts into the dryers was unwieldy and failed to catch on. However, the idea of the large peanut drying container resulted in the conversion of surplus 14-m semi-trailers into peanut drying wagons capable of drying in excess of 18 MT of peanuts at a time (A. Ertas et al., 1999). The use of semi-trailer dryers spread from west Texas to the southeastern peanut production area in 2000. It is estimated that more than 60% of the 2017 peanut crop was harvested and dried in converted semi-trailers.
Considerable research was conducted to develop windrow drying models to optimize number of days in the windrow and minimize harvest losses during combining and subsequent energy costs for curing (Steele and Wright, 1977; Young, 1977). Similarly, considerable research was conducted to determine the effects of airflow rate, temperature, and humidity on peanut quality (Beasley and Dickens, 1963; Dickens and Beasley, 1963; Dickens and Pattee, 1973; Sanders et al., 1990). Engineers developed computer models simulating the peanut drying process to determine an optimum balance in airflow rates, drying performance, and energy consumption (Troeger, 1982; Troeger, 1989; Parti and Young, 1992; Chai and Young, 1995). This research and other led to the recommendations for curing peanuts using an airflow rate of 10 m3-min-3-m3 of peanuts with air heated 8-11 C above ambient air temperature, but no higher than 35 C. This general rule of thumb for drying peanuts has been used for more than 30 yr balancing drying time, fuel consumption, and peanut milling quality. During that time, engineers have developed more sophisticated algorithms to calculate the optimum drying air temperature based on the ambient temperature and relative humidity (Steele, 1982; Baker et al., 1993; Butts et al., 2002). These algorithms have become the basis for commercial automated control systems for commercial peanut drying facilities. In addition to the automated temperature controls, engineers have developed decision support systems to provide real time estimates of current moisture content, time remaining on the dryer, and suggest sampling times for each trailer load on the dryer (Butts et al., 2003).
After drying, each load of farmers' stock peanuts is graded to establish its quality and market value. Much of the development of the equipment currently used in obtaining a representative sample and evaluating that sample can be attributed to Mr. James W. Dickens, an agricultural engineer with the USDA, Agricultural Research Service (Dickens and Mason, 1962; Dickens, 1964) and has remained essentially unchanged. Similarly, much of the sampling protocol for farmers' stock and shelled peanuts to assess the risk of aflatoxin contamination can be attributed to Dr. Thomas B. Whitaker, another agricultural engineer with the USDA Agricultural Research Service (Whitaker and Dickens, 1979; Whitaker and Dickens, 1986; Whitaker et al., 1997; Whitaker and Slate, 2012). Based on a systems engineering analysis (Dowell et al., 1994), Dowell (1994) modified the feeder design for the cleaner and pre-sizer to reduce the operator's risk of hand injury. He also conducted research and developed specifications for dust mitigation in the grading room to reduce the graders' exposure to respirable dust (Dowell, 1989). Dowell also conducted some of the first work to identify spectral characteristics of damaged and undamaged kernels to improve classification of damaged kernels during the grading process (Dowell, 1992). Dowell (1995) indicated that errors in recording weights and calculations on the official farmers' stock grade were causing corrections and re-issuance of grade documentation and increasing the inefficiency within the farmers' stock grading system. As a result, Dowell (1995) developed integrated software to interface electronic scales and a computer to record the weights of the various components of the farmers' stock grade sample. That software was the basis for the official farmers' stock grading software currently used in all peanut grading rooms across the U.S. (United States Department of Agriculture 2017). The pneumatic sampler used to obtain the representative sample for the farmers' stock grade has remained relatively unchanged since its introduction. However, an instrumentation and control system to fully automate the pneumatic sampler was developed to eliminate potential bias of the operator or reduce operator fatigue and (Sheppard, 2000; Butts et al., 2017) and has been approved for commercial use by the USDA, Agricultural Marketing Service (United States Department of Agriculture 2017). There has been some investigation into alternative methods of determining peanut quality and value. Butts et al. (2007) used several yr data obtained from the Uniform Peanut Performance Tests (UPPT) to determine that in-shell bulk density would not accurately estimate the primary grade factors of Sound Mature Kernels or Other Kernels. A 7-yr research project was undertaken by the USDA, ARS National Peanut Research Lab in collaboration with Georgia Federal State Inspection Service and a commercial partner to develop and test an X-ray imaging system to accurately and non-destructively determine the farmers' stock grade factors. A prototype system was developed and tested that accurately determined percent foreign material, loose shelled kernels, hulls, and the kernel size distribution. However, it could not accurately detect damaged kernels, splits, nor the presence of A. flavus (unpublished data 2008 to 2015).
Considerable research has been conducted to eliminate peanuts contaminated with aflatoxin from the edible stream of peanuts. Many researchers conducted research to determine the primary source of aflatoxin contamination in peanuts and found that prolonged drought stress during the pod filling stage of reproduction was the primary cause for pre-harvest contamination. However, contamination was not always predictable. A multi-disciplinary team including engineers designed and constructed rainout shelters with the capability of not only inducing drought stress, but also manipulating the soil temperature in the pod zone (Davidson et al., 1991; Thai et al., 1990). Storage research also indicated that high moisture foreign material (Dowell and J. S. Smith, 1995) and poor farmers' stock storage conditions (Sanders et al., 1981; Smith et al., 1989) increased the risk of post-harvest aflatoxin contamination. Engineering research established the preferred design criteria for farmers' stock warehouses including color of the roof (Smith, 1994), headspace ventilation requirements (Smith et al., 1984), and aeration requirements (Blankenship et al., 2000; Butts et al., 2006). Handling and storage research quantified the mechanical damage to peanuts due to impact on various surfaces (Slay, 1976) and changes in peanut value and quality during storage (Smith et al., 1983; Butts and Smith, 1995). Peanuts are typically unloaded from the farmers' stock warehouse using a front-end loader and belt conveyor. Engineers have investigated alternative handling equipment such as extendable conveyors used for potatoes (Blankenship and Lamb, 1982) and pneumatic conveyors (Butts et al., 2007).
Several innovations in post-harvest processing and shelling have occurred in the last 50 yr as well. The development of computer-aided design and manufacturing (CAD/CAM) has streamlined the design and layout of peanut shelling and processing plants. The 3-dimensional modelling facilitates visualization of the finished construction and design, reducing design time and changes during the construction process (Figure 5).
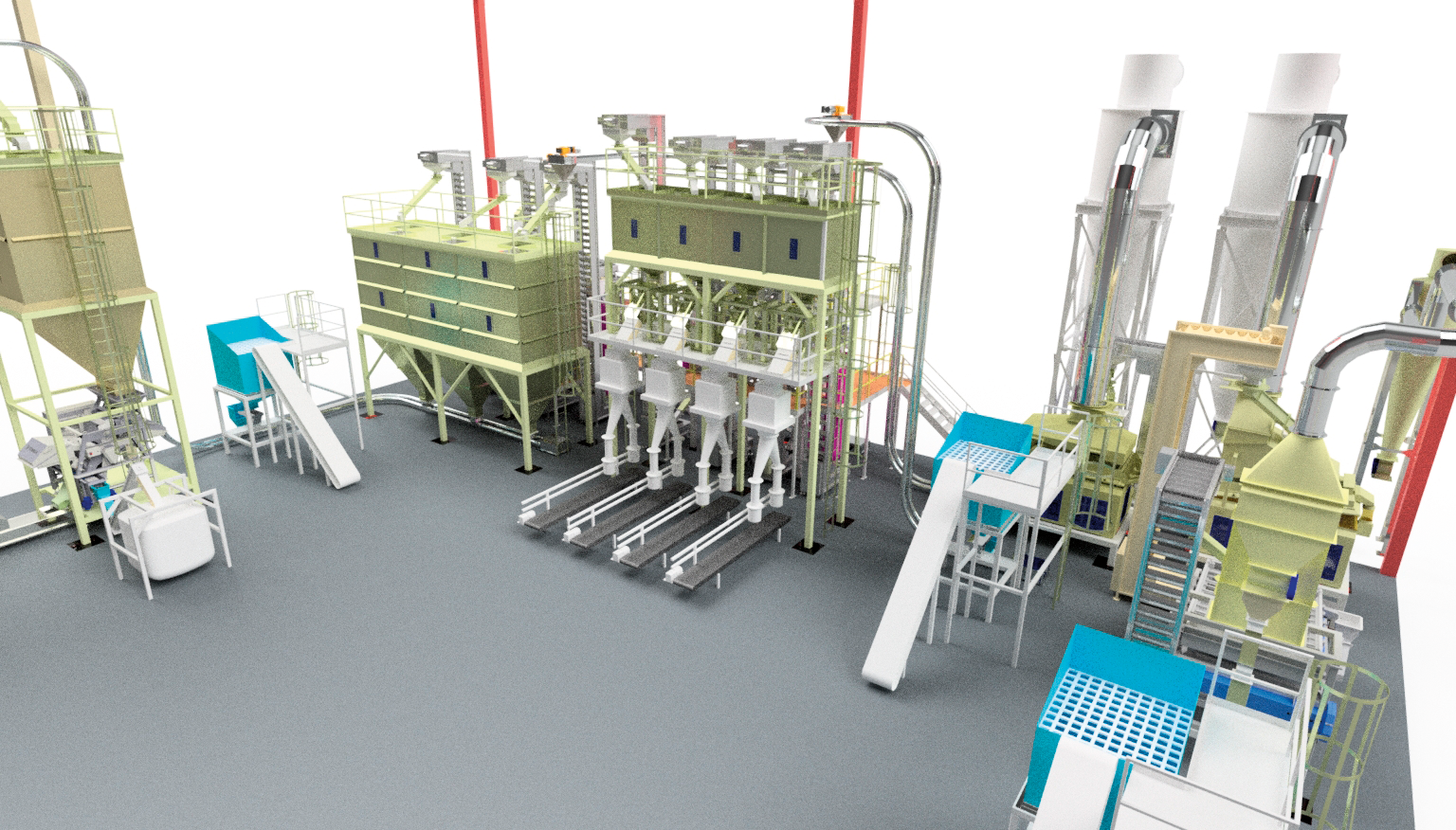
Three dimensional rendering of a small peanut shelling plant. (Image provided by LMC, Donalsonville, GA)
Equipment within the shelling plant has changed. Shellers consist of sheller bars rotating around a central shaft a specified distance away from the shelling grate (Figure 6). The shelling grates in the early equipment were made of cast iron (Davidson et al., 1976). Shelling grates in a modern sheller are fabricated from flat steel bar stock (Figure 6). In the early peanut shelling plants, people were stationed alongside a slow-moving conveyor belt to visually inspect and manually remove damaged or discoloured peanuts. This was tedious and repetitive work requiring long hours of mental focus. Worker fatigue influenced the efficacy of the sorting process. In the modern shelling plant, multiple electronic color sorters are employed to inspect for discoloration and damage at a very high production rate. These sorters use multiple light spectra to detect damage or undesirable peanuts and are more reliable and repeatable than human sorters.
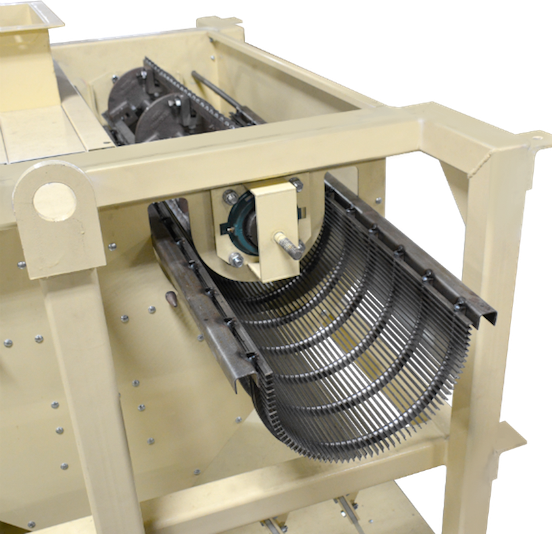
Cutaway view of modern peanut sheller (Image provided by LMC Donalsonville, GA).
Over the past 50 yr, shelling plant operations have changed. Prior to about 1997, the peanut crop harvested in the fall of one year was shelled by April or May of the following year. Shelled peanuts were stored in ambient dry storage or in cold storage depending on how soon they would be shipped to the manufacturer for further processing. The peanut shelling industry began to consolidate, reducing the number of operational shelling plants and the shelling season increased in length. Today, plants are shelling peanuts almost year-round and increasing the length of time that farmers' stock peanuts are stored in warehouses prior to shelling. This increases the probability of post-harvest insect infestations, warmer peanuts, and potential storage problems. Engineers have been involved in conducting research on packaging for shelled peanuts (Slay et al., 1976; Slay et al., 1985), cold storage conditions (Wright and Butts, 1999; Butts and Lamb, 2014). The temperature recommended cold storage temperature for peanuts by the American Peanut Council was 3 to 6 C, based on common knowledge that post-harvest insect activity is reduced below 21 C, and the stability of oils and peanut flavour at low temperatures. Similarly, the recommended relative humidity for maintaining peanut moisture between 6 to 7% wet basis is between 55 and 70%. During the past ten yr, when shelling and storing peanuts during the hot, humid summer months, incidents of mold growth occurring during cold storage or transit were reported. Research by engineers reported that conditions for possible mold growth were occurring when peanuts were shelled at high temperatures then placed directly into cold storage. Raising the cold storage temperature to 13 C while maintaining the relative humidity between 55 and 70% minimized the risk of mold growth and insect activity (Butts et al., 2014).
Future Challenges
The rapid development and deployment of sensors to measure crop progression and health as it grows creates many challenges. The sheer volume of data collected from the sensors is overwhelming. Precision agriculture is developing massive amounts of spatially and temporally variable data from the field. However, the greatest challenge is to use that data to answer the question, 'So what?' Engineers and other agricultural practitioners must develop methods to extract the important data and massage it down to a single concept and make a single recommendation for a management decision. Decisions related to when to plant or replant; when and how much to irrigate, when and what herbicides, fungicides, insecticides to apply; and when to dig could all be driven by plant-based measurements and be optimized to maximize yield and quality while minimizing the cost of production.
Similar amounts of data are produced when peanuts are purchased from the farmer. There are many characteristics such as market type, cultivar, size, chemistry, flavour, and aflatoxin contamination generated from the official grade and additional tests for each load of peanuts. The challenge for the buyer is to acquire and assimilate that data within 24 hours of receiving those peanuts and decide how to best segregate and where to store each load of peanuts. The goal of such decisions must be to optimize the available physical storage resources and facilitate efficient operation of the shelling plant when those peanuts are shelled maybe as long as a yr in the future. When the peanuts are finally unloaded from a warehouse, the data regarding the moisture, oil chemistry, and size of individual kernels can be measured. Engineers have the challenge of taking all that single kernel data and integrate it into decisions about blending peanuts from other sources and operating the shelling plant so that manufacturer specifications can be met the first time the peanuts are processed with minimal remilling.
Advances in measuring physical and chemical properties of the peanuts are needed. There are methods to measure properties such as moisture content while the peanuts are still in the shell (Lewis et al., 2013) and oil chemistry of single kernels (Davis et al., 2017) using near-infrared reflectance (NIR). The challenge in developing sensors and instrumentation systems is developing instrumentation robust enough to withstand the rigors of use in the field or in processing lines and at process line speeds.
Finally, developing and implementing new technology will not be our biggest challenge. Our biggest engineering challenge will be to apply technology as appropriate especially in developing countries where small changes can have tremendous impacts in improving food safety and food security. Something as simple as planting peanut seed in rows may increase peanut yields dramatically enough to significantly raise the standard of living for an entire community or introducing mesh bags to store in-shell peanuts may reduce post-harvest losses due to aflatoxin contamination enough to eliminate the health risks associated with consuming contaminated peanuts. The technology of engineering is the expansion of technology to solve a problem, while the art of engineering is recognizing and implementing the appropriate technology to solve a problem.
Summary
The art of engineering has touched almost every aspect of solving problems for the peanut industry from the laboratory to the field to the kitchen cupboard. Sometimes engineers have solved problems in isolation, but in most cases in connection with a multi-disciplinary team of researchers and practitioners. As technology advances, the volume of data that must be interpreted, summarized, and distilled into a single decision. Sensors, machinery, and systems have been our greatest achievement over the last 50 yr and will continue to be a big part of the success of the peanut industry.
Literature Cited
A Ertas, S Firenza, B. T Tulu, O Cuvalci, T. T Maxwell, M Schubert, R Henningand C Butts (1999). Design and Development of a New Peanut Curing Process for West Texas. Drying Technology 17: 1149- 1159.
K. D., Baker, J. S Cundiff, and F. S Wright (1993). Peanut Quality Improvement Through Controlled Curing. Peanut Science 20: 12- 16.
B., Bashiri, and D. D Mann (2015). Impact of Automation on Drivers Performance in Agricultural Semi-Autonomous Vehicles. Journal of Agricultural Safety and Health 21: 129- 139.
Beasley, E. O., and J. W Dickens 1963 Engineering Research in Peanut Curing Ag. Exp. Station Tech. Bull. No. 155, North Carolina State University.
Blankenship, P. D., and M. C Lamb 1982 'Handling Farmer Stock Peanuts at Warehouses with Potato Equipment.' Peanut Science 23 (1): 19- 23 doi:10.3146/i0095-3679-23-1-4.
Blankenship, P. D., G. M Grice, C. L Butts, M. C Lamb, T. H Sanders, B. W Horn, and J. W Sanders 2000 Effects of Storage Environment on Farmers Stock Peanut Grade Factors in an Aerated Warehouse in West Texas Peanut Science 27 (2): 56- 63 doi:10.3146/i0095-3679-27-2-4.
Boyle, Lytton W., and Hammons, R. D. 1956 Cultural Practices with Respect to Peanut Yields and Control of Southern Blight and Root Rot Mimeograph Series N. S. 31, Georgia Agricultural Experiment Station.
Butts, C. L., and J. S Smith 1995 Shrinkage of Farmers Stock Peanuts During Storage Peanut Science 22 (1): 33- 41 doi:10.3146/pnut.22.1.0008.
Butts, C. L., and M. C Lamb 2014 Temperature/Humidity Conditions in Stacked Flexible Intermediate Bulk Containers for Shelled Peanuts. Annual International Meeting of the ASABE Montreal, Quebec CA: ASABE doi:10.13031/aim.20141846655.
C. L., Butts, E. J Williams, and T. H Sanders (2002). Algorithms for automated temperature controls to cure peanuts. Postharvest Biology and Technology 24 ((3)): 309- 316.
Butts, C. L., H. T Sheppard, and M. C Lamb 2017 An Automated Sample Divider for Farmers Stock Peanuts Applied Engineering in Agriculture 33 (2): 259- 266 doi:10.13031/aea.11798.
Butts, C. L., J. W Dorner, S. L Brown, and F. H Arthur 2006 Aerating Farmer Stock Peanut Storage in the Southeastern U.S Transactions of the ASABE 49 (2): 457- 465 doi:10.13031/2013.10157.
Butts, C. L., Jr J. I Davidson, M. C Lamb, C. V. K Kandala, and J. M Troeger 2003 A Decision Support System for Curing Farmers Stock Peanuts 2003 Annual International Meeting. ASABE doi:10.13031/2013.15331.
Butts, C. L., M. C Lamb, R. B Sorensen, S Powell, D Cowart, K Horm, B Anthony, and J Bennett 2014 Alternative Storage Environments for Shelled Peanuts Peanut Science 41 (2): 111- 119 doi:10.3146/PS17-2.1.
Butts, C. L., R. B Sorensen, and M. C Lamb 2016 Evaluation of a Small-Scale Peanut Sheller Peanut Science 43 (1): 67- 73 doi:10.3146/0095-3679-43.1.67.
Butts, C. L., R. B Sorensen, and M. C Lamb 2007 In-shell Bulk Density as an Estimator of Farmers Stock Grade Factors Peanut Science 34 (2): 135- 141 doi:10.3146/0095-3679(2007)34[135:IBDAAE]2.0.CO;2.
Butts, C. L., R. B Sorensen, and M. C Lamb 2007 Unloading Farmers Stock Warehouses with a Peant Vacuum Peanut Science 45 (2): 87- 94 doi:10.3146/i0095-3679-23-1-4.
Butts, C. L., W. H Faircloth, M. C Lamb, R. C Nuti, D. L Rowland, R. B Sorensen, and W. R Guerke 2007 Effect of Bulk Handling on Runner Peanut Seed Quality Peanut Science 34 (1): 22- 26 doi:10.3146/0095-3679(2007)34[22:EOBHOR]2.0.CO;2.
Chai, L., and J. H Young 1995 Simulated Air Flow Rate Effects on Drying Times and Costs for Conventional and Recirculating Peanut Drying Facilities Peanut Science 22 (1): 8- 14 doi:10.3146/pnut.22.1.0002.
J. W., Chapin, J. S Thomas, and P. H Joost (2001). Tillage and Chloropyrifos Treatment Effects on Peanut Arthropods - An Incidence of Severe Burrower Bug Injury. Peanut Science 28-2: 64- 73.
D. L., Colvin, and B. J Brecke (1988). Peanut Cultivar Response to Tillage Systems. Peanut Science 15 ((1)): 21- 24.
Colvin, D. L., R. H Walker, M. G Patterson, G Wehtje, and J. A McGuire 1985 Row Pattern and Weed Management Effects on Peanut Production Peanut Science 12 (1): 22- 27 doi:10.3146/pnut.12.1.0006.
Constable, George, and Bob Somerville 2003 A Century of Innovation: Twenty Engineering Achievements that Transformed our Lives Washington, DC: Joseph Henry Press doi:10.17226/10726.
Davidson, J. I., P. D Blankenship, R. J Henniing, W. R Guerke, R. D Smith, and R. J Cole 1991 Geocarposphere Temperature as It Relates to Florunner Peanut Production Peanut Science 18 (2): 79- 85 doi:10.3146/i0095-3679-18-2-5.
J. I., Davidson, R. S Hutchison, and F. P McIntosh (1976). Some Performance Characteristics of the Standard Cast-Iron Peanut Sheller. ARS-S-129, Washington DC: USDA, Agricultural Research Service, .
Davis, J. P., J. M Leek, D. S Sweigart, P Dang, C. L Butts, R. B Sorensen, C. Y Chen, and M. C Lamb 2017 Measurements of Oleic Acid among Individual Kernels Harvested from Test Plots of Purified Runner and Spanish High Oleic Seed Peanut Science 44 (2): 134- 142 doi:10.3146/PS16-21.1.
Dickens, J. W 1964 Development of a Pneumatic Sampler for Peanuts Transactions of the ASAE 7 (4): 384- 387 doi:10.13031/2013.40786.
Dickens, J. W., and D. D Mason 1962 A Peanut Sheller for Grading Samples: An Application of Statistics in Design Transactions of the ASAE 5 (1): 42- 45 doi:10.13031/2013.40930.
J. W., Dickens, and E. O Beasley (1963). The Effects of Curing Treatments on Some Physical Properties of Peanuts. Agric. Engr. North Carolina State College: Inf. Circ. No 16. , .
Dickens, J. W., and H. E Pattee 1973 Peanut Curing and Post-Harvest Physiology In Peanuts - Culture and Uses, by American Peanut Research and Education Society, 509-522.
Dowell, F. E 1995 Design, Testing, and Implementation of a Data Automation System for the Peanut Quality Inspection Process Peanut Science 22 (2): 94- 101 doi:10.3146/i0095-3679-22-2-4.
Dowell, F. E 1989 Dust Control in Peanut Grading Rooms Transactions of the ASABE 32 (5): 1774- 1778 doi:10.13031/2013.31222.
Dowell, F. E 1994 Feeder Design to Eliminate Hand Injuries on Peanut Grading Equipment Applied Engineering in Agriculture 10 (5): 633- 636 doi:10.13031/2013.25891.
Dowell, F. E 1992 Identifying Undamaged and Damaged Peanut Kernels Using Tristimulus Values and Spectral Reflectance Transactions of the ASABE 35 (3): 931- 937 doi:10.13031/2013.28681.
Dowell, F. E., and Jr J. S. Smith 1995 A Note on High Moisture Content Foreign Material Effects on Aflatoxin in Peanuts During Storage Peanut Science 22 (2): 166- 168 doi:10.3146/i0095-3679-22-2-18.
Dowell, F. E., C. R Meyer, and R. P Konstance 1994 Identification of Feasible Grading System Improvements Using Systems Engineering Applied Engineering in Agriculture 10 (5): 717- 723 doi:10.13031/2013.25905.
W. H., Faircloth, D. L Rowland, M. C Lamb, and K. S Balkcom (2012). 'Interaction of Tillage System and Irrigation Amount on Peanut Performance in the Southeastern US.'. Peanut Science 39 ((2)): 105- 112.
Garren, Kenneth H., and George B Duke 1958 'The Effects of Deep Covering of Organic Matter and Non-Dirting Weed Control on Peanut Stem Rot.' Plant Disease Reporter 42 (5).
Grichar, and T. E Boswell (1987). 'Comparison of No-tillage, Minimum, and Full Tillage Cultural Practices on Peanuts.'. Peanut Science 14 ((2)): 101- 103.
Hauser, E. W., and G. A Buchanan 1981 'Influence of Row Spacing, Seeding Rates and Herbicide Systems on the Competitiveness and Yield of Peanuts.' Peanut Science 8 (1): 74- 81 doi:10.3146/i0095-3679-8-1-18.
Kemerait, R., A Culbreath, E Prostko, T Brenneman, R. S Tubbs, R Srinivasan, M Abney, et al 2018 '2018 Peanut Rx Disease Risk Index.' Peanuts Accessed January 18, 2019. http://peanuts.caes.uga.edu/.
Lewis, M. A., S Trabelsi, S. O Nelson, and E. W Tollner M. A. Haidekker 2013 'An Automated Approach to Peanut Drying with Real-Time Microwave Monitoring of In-Shell Moisture Content.' Applied Engineering in Agriculture 29 (4): 583- 593 doi:10.13031/aea.29.9929.
Merriam-Webster, Incorporated 2015 Mirriam-Webster Online Dictionary Accessed Nov 02, 2018. https://www.merriam-webster.com/.
W. T., Mills, and L. E Samples (1973). 'Harvesting Practices.' Chap. 14 in Peanuts - Culture and Uses, 495-508. American Peanut Research and Education Society, https://apresinc.com/publications/peanuts-culture-and-uses/.
Mixon, Aubrey C 1963 Effects of Deep Turning and Non-Dirting Cultivation on Bunch and Runner Peanuts Circular 166, Alabama Agricultural Experiment Station.
Mozingo, R. W, and J. L Steele 1989 'Intrarow Seed Spacing Effects on Morphological Characteristics, Yield, Grade and Net Value of Five Peanut Cultivars.' Peanut Science 16 (2): 95- 99 doi:10.3146/i0095-3679-16-2-9.
Mozingo, R. W., and F. S Wright 1994 'Diamond-shaped Seeding of Six Peanut Cultivars.' Peanut Science 21 (1): 5- 9 doi:10.3146/i0095-3679-21-1-2.
Parti, M., and J. H Young 1992 'Evaluation of a Bulk Drying Model for Peanuts.' Peanut Science 19 (1): 1- 7 doi:10.3146/i0095-3679-19-1-1.
Perry, C. D., G Vellidis, and D. L Thomas 1993 'Microprocessor-based Data Acquisition System for Measuring Soil Moisture and Temperature.' Applied Engineering in Agriculture 9 (3): 285- 292 doi:10.13031/2013.25988.
Roberson, G. T., and D. L Jordan 2014 'RTK GPS and Automatic Steering for Peanut Digging.' Applied Engineering in Agriculture 30 (3): 405- 409 doi:10.13031/aea.30.10432.
Sanders, T. H., J. S Smith, J. A Lansden, and J. I Davidson 1981 'Peanut Quality Changes Associated with Deficient Warehouse Storage.' Peanut Science 8 (2): 121- 124 doi:10.3146/i0095-3679-8-2-11.
Sanders, T. H., P. D Blankenship, J. R Vercellotti, and K. L Crippen 1990 'Interaction of Curing Temperature and Inherent Maturity Distributions on Descriptive Flavor of Commercial Grade Sizes of Florunner Peanuts.' Peanut Science 17 (2): 85- 89 doi:10.3146/i0095-3679-17-2-10.
J. L., Shepherd, and W. D Kenny (1950). 'Unpublished paper on Developing a Peanut Combine Harvester.'.
Sheppard, H. T 2000 Automatic Sampling Apparatus for the Farmer Stock Peanut Pneumatic Sampler United States of America Patent 6,019,005.
W. O Slay, (1976). Damage to Peanuts From Free Fall Impact. ARS-2-123, USDA, ARS, Washington DC: U.S. Govt. Print. Ofc.,
W. O., Slay, J. L Pearson, and C. E Holaday (1976). 'Effects of Low Oxygen Atmospheres in Maintaining Grade and Germination Quality of Shelled Peanuts.'. Proceedings of the American Peanut Research and Education Assoc. 79.,
Slay, W. O., W. G Ferguson, and J. A Pomplin 1985 'Some Effects of Conventional and Low-Oxygen Atmosphere Storage and Processing Methods on Florunner Peanut Seed.' Peanut Science 12 (1): 8- 11 doi:10.3146/pnut.12.1.0003.
Smith, J. S 1994 'Roof Coatings for Reducing Warehouse Condensation.' Peanut Science 21 (1): 9- 11 doi:10.3146/i0095-3679-21-1-3.
Smith, J. S., J. I Davidson, T. H Sanders, and R. J Cole 1984 'Overspace Environment in Mechanically and Naturally Ventilated Peanut Storages.' Peanut Science 11 (1): 46- 49 doi:10.3146/i0095-3679-11-1-14.
Smith, J. S., J. I Davidson, T. H Sanders, J. A Lansden, and R. J Cole 1983 'Changes in the Temperature Profile of Farmers Stock Peanuts During Storage.' Peanut Science 10 (2): 88- 93 doi:10.3146/i0095-3679-10-2-13.
Smith, J. S., T. H Sanders, and K. L Crippen 1989 'Storability of Farmers Stock Peanuts at Two Moisture Levels in Mechanically and Naturally Ventilated Miniature Warehouses.' Peanut Science 16 (1): 58- 62 doi:10.3146/i0095-3679-16-1-14.
Sorensen, R. B., L. E Sconyers, M. C Lamb, and D. A Sternitzke 2004 'Row Orientation and Seeding Rate on Yield, Grade, and Stem Rot Incidence of Peanut with Subsurface Drip Irrigation.' Peanut Science 31 (1): 54- 58 doi:10.3146/pnut.31.1.0012.
Steele, J. L 1982 'A Microprocessor Control System for Peanut Drying.' Peanut Science 9 (2): 77- 81 doi:10.3146/i0095-3679-9-2-8.
Steele, J. L., and F. S Wright 1977 'Computer Simulation of Peanut Drying in the Windrow.' Annual International Meeting of the ASABE. ASABE Paper No 77-3535.
D. G., Sturkie, and G. A Buchanan (1973). 'Chapter 8 - Cultural Practices.' In Peanuts - Culture and Uses, by Coyt T. Wilson, 299-326. Stillwater, OK: : American Peanut Research and Education Association, Inc. .
Thai, C. N., P. D Blankenship, R. J Cole, T. H Sanders, and J. W Dorner 1990 'Relationship Between Aflatoxin Production and Soil Temperature for Peanuts Under Drought Stress.' Transactions of the ASABE 33 (1): 324- 329 doi:10.13031/2013.31333.
Troeger, J. M 1989 'Modeling Quality in Bulk Peanut Curing.' Peanut Science 16 (2): 105- 108 doi:10.3146/i0095-3679-16-2-11.
Troeger, J. M 1982 'Peanut Drying Energy Consumption - A Simulation Analysis.' Peanut Science 9 (1): 40- 44 doi:10.3146/i0095-3679-9-1-12.
United States Department of Agriculture. 'Market Inspection Instructions for Farmers' Stock Peanuts.'. United States Department of Agriculture, Agricultural Marketing Service. Accessed Jan 30, 2019., https://www.ams.usda.gov/sites/default/files/media/FarmersStockPeanutsInspectionInstructions.pdf.
Warner, A. C., K. R Kirk, J. S Thomas, W. S Monfort, J. W White, S. A Brantley, J. S Peele, J. H Young, and H. F Massey 2014 'Variable Depth Peanut Digger: Part II - Digging Loss Analysis.' Annual International Meeting of the ASABE Montreal, Quebec Canada: ASABE Paper No. 141914272. doi:10.13031/aim.20141914272.
Whitaker, T. B., A. B Slate, and F. G Giesbrecht 1997 'Designing Sampling Plans to Detect Foreign Material in Bulk Lots of Shelled Peanut.' Peanut Science 35 (2): 159- 164 doi:10.3146/PS07-115.1.
Whitaker, T. B., and A. B Slate 2012 'Comparing the USDA/AMS Subsampling Mill to a Vertical Cutter Mixer Type Mill Used to Comminute Shelled Peanut Samples for Aflatoxin Analysis.' Peanut Science 39 (1): 69- 81 doi:10.3146/PS11-17.1.
Whitaker, T. B., and J. W Dickens 1986 'Efficacy of the Visual, Minicolumn, and Thin Layer Chromatography Methods to Test Farmers Stock Peanuts for Aflatoxin.' Peanut Science 13 (2): 74- 77 doi:10.3146/i0095-3679-13-2-8.
Whitaker, T. B., and J. W Dickens 1979 'Estimation of the Distribution of Lots of Shelled Peanuts According to Aflatoxin Concentrations.' Peanut Science 6 (2): 124- 126 doi:10.3146/i0095-3679-6-2-15.
F. S Wright, (1991). 'Alternate Tillage Practices for Peanut Production in Virginia.'. Peanut Science 18 ((1)): 9- 11.
Wright, F. S., and C. L Butts 1999 'Cold Storage and Tempering of Shelled Peanut.' Peanut Science 26 (1): 61- 63 doi:10.3146/i0095-3679-26-1-13.
F. S., Wright, and D. M Porter (1991). 'Digging Date and Conservational Tillage Influence on Peanut Production.'. Peanut Science 18 ((2)): 72- 75.
J. H Young, (1977). 'Simulation of Peanut Drying in Inverted Windrows.'. Transactions of the ASABE 20: 782- 784.
Notes
- Research Agricultural Engineer, USDA ARS National Peanut Research Laboratory, Dawson, GA 39842 and Executive Director (Retired), The Peanut Foundation, Alexandria, VA 22314 [^] *Corresponding author's E-mail: Chris.Butts@usda.gov
Author Affiliations