
Introduction
Peanut butter is a dispersion of peanut oil in peanut solids released due to grinding of roasted mature, shelled, washed, and blanched peanuts. For a product to be labeled as peanut butter, it should contain 90% peanuts while the remaining 10% is comprised of sweeteners, seasonings, emulsifiers, and/or stabilizers (U.S. FDA, 2002). Peanuts contain 48–50% fat, which is glycerides of fatty acids, 80% of which are unsaturated (Lenth, 1939). Unsaturated fat, due to the presence of double bonds, exists in liquid form at room temperature. Peanut butter dispersion, if allowed to stand at ambient temperature conditions for extended period, and tends to break down in two layers, peanut oil rising to the surface, and dry compact layer of peanut solids deposited at the bottom of the package (Aryana et al., 2003).
Oil separation is prevented by the addition of stabilizers. Stabilizers are partially hydrogenated vegetable oil, mono-, di-, or tri-glycerides of vegetable oils or their combination (Woodroof, 1983). These compounds are able to crystallize at a low temperature allowing the development of a network structure by tempering of the fresh product. Tempering of the freshly prepared stabilized peanut butter for a period of 48 h, a practice generally employed by peanut butter manufacturers, permits the crystals to form a matrix or a network structure which immobilizes the free oil preventing its migration (Karn, 2001). During the network formation period of 48 h, changes occur in the texture and viscosity of peanut butter samples. Many studies have used these changes as an indicator to determine the effect of different treatments in which the manufacture and shelf-stability of samples of peanut butter are subjected. Changes in texture of the samples are evaluated by two main techniques. First is the cone penetrometry, which is a standard quality control test and is used by many researchers as a reliable method along with other advanced instruments to gauge the strength of the food product (Vincent and Szabi, 1947; Ahmed and Ali, 1986; Muego et al., 1990). The strength of the solid fat is gauged depending upon the depth to which the cone attached to a vertical shaft travels through various layers in the product. The disadvantage of cone peneterometry is the large sample size needed to perform the test. The second technique involves use of an Instron Universal testing machine. This device has been extensively used in determining hardness, cohesiveness and adhesiveness of peanut butter samples affected by stabilizer levels or storage time intervals (Ahmed and Ali, 1986; Hinds et al., 1994; Aryana et al., 2003). Texture profile analysis (TPA) on peanut butter has also been extensively conducted using the Instron machine (Muego et al., 1990). Seven textural parameters associated with the TPA method or its modification have been reported to correlate well with the sensory attributes.
The objective of this study was to examine viscosity and textural changes in peanut butter samples prepared with various levels of stabilizer, during tempering period of 48 h and when subjected to accelerated storage condition of 35 C for three months.
Materials and Methods
Peanut Butter Preparation
This study involved measurements of texture and viscosity of laboratory prepared samples of peanut butter containing five different levels of a commercial stabilizer. Samples were prepared in the pilot plant by incorporating a commercial stabilizer, Fix-XTM into Kroger Krema® peanut butter. Stabilizer Fix-XTM (m.p. = 65.5 C), a blend of fully hydrogenated cottonseed and rapeseed oil, was obtained from Proctor & Gamble, Cincinnati, OH. Peanut butter samples containing five different stabilizer levels (0.0, 0.5, 1.0, 1.5, and 2.0%) were prepared by blending Krema® with pre-melted stabilizer, Fix-XTM in a modified colloidal mill (Model M-MS-3, Morehouse Industries, Los Angeles, CA). Prior to grinding, the base material was warmed in a steam jacketed kettle and appropriate amount of stabilizer was added. The clearance between the mill stones was kept at five microns (0.125 mm) and the temperature was maintained at 70 C ±2. The product temperature exiting the mill was found to be in the range of 88–95 C, which was subsequently lowered to approximately 37–41 C by passing the material over a specially designed heat exchanger cold plate (42 × 50 cm2), kept at 5 ± 1°C. Cooling facilitated the shock chilling of the product, initiating crystallization of the stabilizer.
Peanut butter with 0.0% stabilizer was referred to as control. The control batches were also subjected to preheating, grinding, and chilling like the other batches with various levels of stabilizer. Upon completion of the formulation process, the cooled product was distributed into 500 g glass jars (6.6 cm i.d).
Experimental samples were grouped into two categories: “Fresh” and “Stored”. The samples analyzed on the day of manufacture (0 d), 24 h (1 d) and at 48 h (2 d) were referred to as “fresh” samples. All peanut butter samples, with the exception of 0 d samples were allowed to cool in an ice bath for 4 h prior to holding them in a tempering chamber (Environmental Growth Chamber, Chagrin Falls, OH) maintained at 26 ± 2 C. Fresh samples were further divided into two subgroups, where one subgroup was analyzed at 26 C and the other at 35 C. Fresh samples at 26 C were analyzed for texture and viscosity at room temperature. For samples at 35 C, the samples were brought to 35 C by first tempering it in an oven at 38 C for 1 h, following which Instron and Brookfield measurements were performed. Following the tempering of 48 h at 26 C, a separate set of peanut butter samples were transferred to a secondary chamber that was maintained at 35 ± 2 C, for an extended accelerated storage study for three months. These samples were referred to as “stored” samples. For stored samples, in case of any visible oil separation, the texture and viscosity values were determined after neatly decanting the oil from the jar. Product tempering at 26 C for 48 h is a standard practice employed by the manufacturers to allow the completion of network formation.
Rheological Tests
Each sample jar was used for both texture and viscosity determinations and care was taken to conduct the two determinations at distinct locations in the upper layer of peanut butter.
Texture
Instron Universal Testing instrument (Model 5544, Instron Corporation, Canton, MA, USA) fitted with 10 N load cell was used to evaluate the firmness characteristics of 500 g of peanut butter. The probe used was a miniature penetration cone (10.90 mm long, and 16.15 mm diameter at the base, and 45 angle) (Fig. 1). The assembled cone and the attached aluminum rod (23.5 cm long), weighing 93 g were programmed to penetrate the samples to a depth of 9 mm at a rate of 20 mm/s. Energy required by the cone to penetrate into the samples was recorded using Merlin software provided by Instron Corporation. The measurements were taken at five different locations on the surface of each peanut butter sample.
A modified probe used in texture analysis of peanut butter samples.
Apparent Viscosity
Apparent viscosity (Pa.s) measurements were conducted on 500 g peanut butter samples using the Brookfield Digital viscometer (Brookfield Engineering Laboratories, Stoughton, MA) equipped with T spindles (A–E) mounted on a helipath stand. The shear rates ranged from 0.5 to 100 rpm. A maximum of four spindles were used for measuring viscosity of fresh samples; for stored samples a minimum of two spindles were needed.
Data Analysis
Analysis of variance (ANOVA) and Duncan's multiple range tests using General Linear Models (GLM) were used to evaluate the significance of the treatments on the responses using the SAS procedures (1990). The response variable for texture tests and viscosity were energy (mJ) and viscosity (Pa s), respectively. The sources of variation taken in the statistical model were: stabilizer, day, replication, day*stabilizer, replicate* day, replicate*stabilizer. The data for texture as well as viscosity analysis was sorted by stabilizer and day.
Results and Discussion
Texture
Fresh Samples at 26 C.
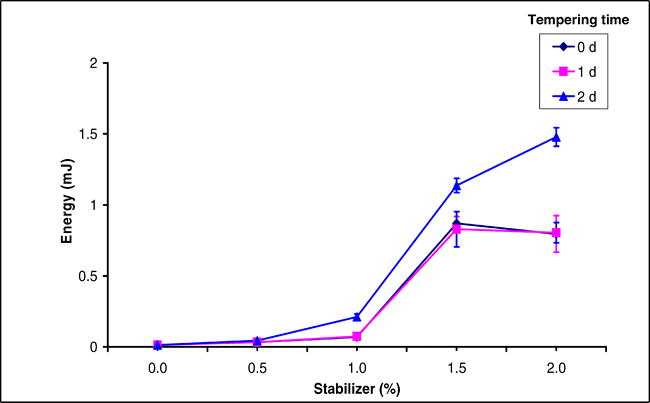
Peanut butter samples containing stabilizer levels from 0.5, 1.0, 1.5, and 2.0% showed an improvement in texture firmness when left undisturbed for 0, 1, and 2 d (Fig. 2). The amount of energy required for the cone to penetrate peanut butter sample was found to depend on the stabilizer level and the period of network formation. There was significant interaction between the two independent variables (P<0.05). The higher the stabilizer percentage and tempering duration, the greater the energy expended by the cone to travel through each peanut butter sample. After sorting the data by stabilizer, day (period of network formation) was found to be significant for 1.0% stabilized peanut butter. For samples containing 1.0% stabilizer, the firmness was significantly higher on the second day. In all the other stabilizer levels, day was insignificant (P >0.05). Increase in the firmness of the sample was a consequence of the strengthening of the crystal network formed by the stabilizer. For days one and two, samples containing 2.0% stabilizer level were found to have a significantly higher firmness than all the other peanut butter samples. This was due to the presence of a stronger network in the case of a higher stabilizer level, and hence the probe required greater energy to penetrate.
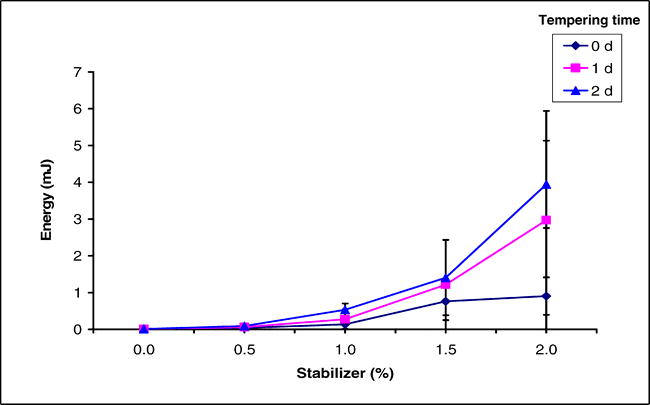
Effect of stabilizer concentration on texture firmness of fresh samples at 26 C during the period of network formation.
Stored Samples .
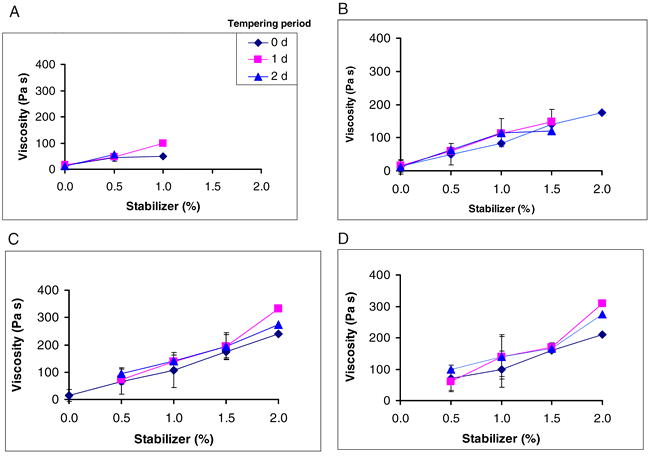
The effect of stabilizer and storage conditions on the texture of peanut butter samples are presented in Fig. 3. Stabilizer was found to be a significant variable affecting the firmness of peanut butter samples. Day was found to be significant (P<0.05) only for 0.0 and 2.0% stabilized samples. In all other stabilizer levels (0.5, 1.0, and 1.5%) day was not significant (P>0.05). There was no visible oil separation observed in the peanut butter samples jars containing 1.0, 1.5, and 2.0% stabilizer levels, unlike those for samples with 0.0 and 0.5% stabilizer levels.
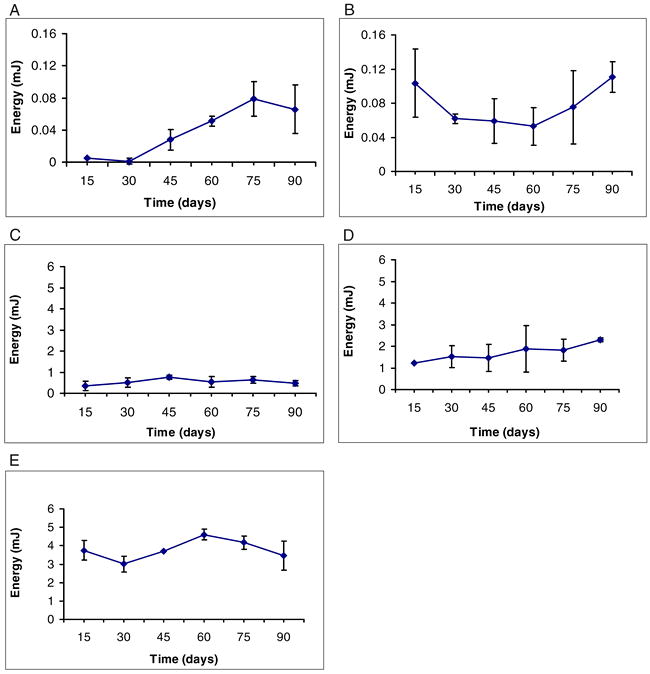
Effect of various stabilizer levels on texture of peanut butter stored at 35 C for three months. Fig. 3A. 0.0% stabilizer concentration. Fig. 3B. 0.5% stabilizer concentration. Fig. 3C. 1.0% stabilizer concentration. Fig. 3D. 1.5% stabilizer concentration. Fig. 3E. 2.0% stabilizer concentration.
The texture for 0.0% stabilized peanut butter initially declined (15 to 30 d) and then gradually increased up to 75 d storage (Fig. 3A). The increased firmness for the non-stabilized peanut butter was attributed to the presence of a hard compact layer at the bottom of the jar. This hard layer was formed due to natural oil separation which occurred in the sample over storage. For 0.5% stabilizer level, a U-shaped response curve was noted for this stabilizer level (Fig. 3B). The initial decrease in the firmness was due to the degrading sample structure caused by the slow breakdown of the dispersion. Unlike in the 0.0% sample, where hardening of the sample occurred after a 30 d storage time, for samples with 0.5% stabilizer level, the additive present in the system delayed the formation of the hard layer by two months. In samples containing 1.0 and 1.5% stabilizer, there were no significant changes in texture firmness values when stored at 35 C for three months (Fig. 3C and 3D). In the sample containing 2.0% stabilizer, the firmness at 60 d storage time was significantly higher than that at 30 d storage time (Fig. 3E). This was a consequence of an improved network structure when samples were allowed to stand undisturbed. For 1.0, 1.5, and 2.0% stabilized samples, high concentration of the additive resulted in the formation of a stronger network of crystal. This enabled the samples to withstand the harsh storage condition longer. Stabilizer level of 0.5% was found to be inadequate in preventing oil separation in peanut butter, occurring under the influence of natural forces.
Fresh Samples at 35 C .
The effect of the stabilizer and the period of network formation on the texture of peanut butter samples analyzed at 35 C are presented in Fig. 4. The firmness of peanut butter samples was found to be dependent on stabilizer level and day. There was a strong interaction between independent variables—stabilizer level and day—which necessitated the sorting by day before further analysis. There was no significant difference in the firmness of all peanut butter samples for days zero and one. On day two, responses of all samples, with exception of 0.0 and 0.5%, were found to be significantly different. This indicated that the warming of the stabilized peanut butter samples on day two before subjecting to texture analysis brought out the subtle differences between the different stabilizer levels. It was also noted that the amount of energy required by the probe to penetrate through peanut butter analyzed at 35 C was less in comparison to the fresh samples at 26 C. The energy requirement of 0.0% sample at 26 C was three, five, and seven — fold higher for days zero, one, and two, respectively, in comparison to that at 35 C. Similarly for 2.0% stabilized samples for days zero, one, and two, the energy values were 1.2, three, and two fold higher for 26 C in comparison to that at 35 C. A greater decrease in the energy requirement was observed for natural peanut butter than for samples containing the additive. This response indicated that the crystal network formed by stabilizer enabled the samples to resist its degradation. Also, for samples with 0.5, 1.0 and 1.5% stabilizer levels, a drop in the energy values was noted. This was due to the weakening of structure from warming to 35 C. Since the response of these samples was found to be significantly different than the non-stabilized peanut butter, a complete breakdown of structure for these samples did not occur. However in the case of 0.5% stabilized sample, due to presence of a low concentration of stabilizer, the crystal network formed was not strong enough to resist deterioration at high temperature and was not significantly different in its response from the non-stabilized sample.
Effect of stabilizer concentration on texture firmness of fresh samples at 35 C during the period of network formation.
Viscosity
Fresh Samples at 26 C .
Viscosity values were determined at eight different rpm values (0.5, 1.0, 2.5, 5.0, 10, 20, 50, and 100) using appropriate spindles. Since the viscosity of peanut butter was determined over a broad range of stabilizer concentrations, it was not possible to employ a single condition of spindle and rpm to determine sample viscosity. Therefore, the determination was made using four spindles at the shear rates of 0.5 to 100 rpm. The data were screened by dropping the values that fell outside the range below 10% and above 90% of the instruments full scale, since in these regions the instrument responses are unreliable. The data set was reduced to viscosity measurements obtained at three different shear rates—10, 20, and 50 rpm. Out of the three shear rates 20 rpm had the maximum value of viscosity within 10 to 90% range. Statistical analysis was conducted on data collected from two replicates for 20 rpm for all the peanut butter samples. Apparent viscosity data of fresh samples of peanut butter at 26 C for spindles C, D, E, and F is presented in Fig. 5. The viscosity of peanut butter was found to be dependent on stabilizer level but independent of day (period of network formation). There was a significant 15-fold increase in peanut butter viscosity from 0.0 to 2.0% using spindle E for 2 d (Fig. 5C). The increase can be attributed to the presence of network in stabilized dispersions, thus providing higher resistance to flow. Citrene et al., (2000) also explained the higher yield stress values for stabilized peanut butter in comparison to non-stabilized on the basis of a strong network of particles formed by stabilizer in the stabilized samples.
Effect of stabilizer concentration on viscosity of fresh samples at 26 C during tempering period when measured with various spindles at 20 rpm. Fig. 5A. Spindle C. Fig. 5B. Spindle D. Fig. 5C. Spindle E. Fig. 5D. Spindle F.
Stored Samples .
Apparent viscosity data for peanut butter samples stored at 35 C for three months was collected for spindles D, E, and F. For the Brookfield viscometer the response of the instrument above the 90% and below 10% of the scale is non linear. The spindles D, E and F provided a maximum number of the readings which fell between the acceptable range of 10–90% reading of the instrument scale for all stabilizer concentrations. The apparent viscosities of peanut butter samples evaluated during storage intervals are presented in Fig. 6. The viscosity of peanut butter samples was significantly affected by the amount of stabilizer concentration but was found to be independent of day. For the 15 d storage time, as the stabilizer level was increased the peanut butter became more viscous (Fig. 6A). There was no significant difference between the viscosity values with spindle E for 0.5 and 1.0% stabilizer level sample. Peanut butter samples with 0.0%, 1.5, and 2.0% levels of stabilizer had significantly different viscosities for day 15. The increased viscosities of samples with stabilizer levels can be attributed to the presence of crystal network, which immobilized the free oil. In 30 d storage time for spindle E, the viscosity of non-stabilized sample increased in spite of the absence of the stabilizer. This indicates the presence of a hard mass at the bottom of the jar formed by the displacement of the separated oil as the top layer, which was decanted before the measurements were taken. There was a significant difference in viscosity of 0.0, 1.5 and 2.0% samples only, for 30 d storage (Fig. 6B). From texture studies conducted on stored samples, one could detect the formation of the compacted layer after 45 d of storage time where as for viscosity it was 30 d. Therefore, the viscosity measurements were found to be more sensitive to changes in peanut butter than texture tests. However, it has to be noted that the hard compact layer was formed at the bottom of the jar, where the Instron probe was not programmed to reach (travels only nine mm deep through sample); where as Brookfield spindles were allowed to travel very close to the bottom of the sample container. For 45 d of storage, an increase was observed for non-stabilized peanut butter, concurrent with its response for texture studies. The increasing trend indicated a further hardening of the mass as it was held at elevated temperature of 35 C for more than a month. In stabilized samples, the increase in the viscosity at 35 C was due to an increased strength of the structure as it was kept undisturbed in the tempering chamber. There was no significant difference in viscosities of all five levels of stabilized peanut butter for 45 d storage time. The decay in the viscosities of the stabilized peanut butter was observed after 60 d storage. There was a significant difference in the viscosities of 0.0, 0.5, and 1.0% and that for 1.5 and 2.0% determined using spindle E for 60 d storage time. A drop of 16.39, 24.87, and 0.80% in viscosity values was observed for samples with 1.0, 1.5, and 2.0% stabilizer levels, respectively, for spindle E. The viscosity for non-stabilized peanut butter increased four fold; where as in case of 0.50% stabilizer level samples, the increase was for about 1.6 fold for 60 d storage for spindle E. For 75 and 90 d interval, there were no significant differences in the viscosities of all the five levels of stabilized samples. High viscosities in stabilized samples of peanut butter (1.0, 1.5 and 2.0% levels) were due to the presence of the crystal network. In case of non-stabilized and 0.5% stabilizer level samples, the increase in viscosity over storage at 35 C for three months was due to presence of dry compacted layer formed by the breakdown of the dispersion. Therefore, 0.5% stabilizer level was found to be insufficient to prevent oil separation in peanut butter under accelerated storage conditions.
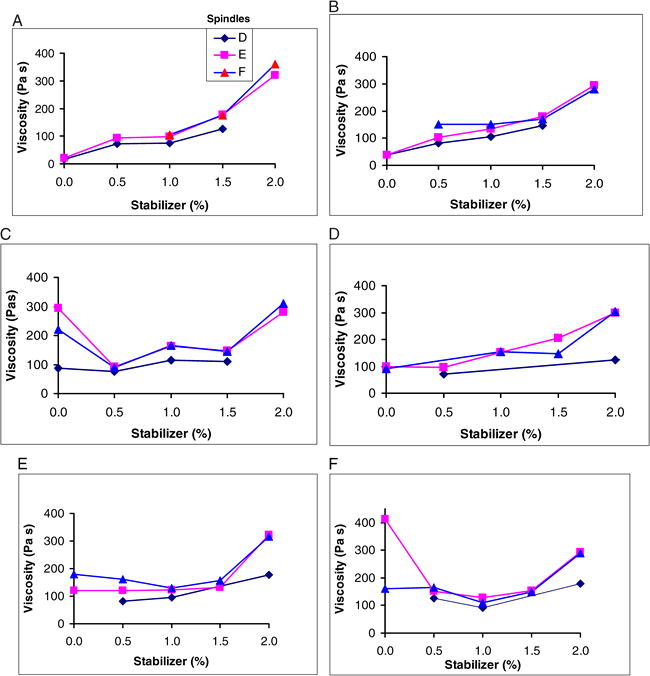
Effect of stabilizer concentration on viscosity of stored samples at 35 C for various time periods measured with various spindles at 20 rpm. Fig. 6A. For 15 d sampling time. Fig. 6B. For 30 d sampling time. Fig. 6C. For 45 d sampling time. Fig. 6D. For 60 d sampling time. Fig. 6E. For 75 d sampling time. Fig. 6F. For 90 d sampling time.
Fresh Samples at 35 C .
Apparent viscosity of peanut butter samples determined at 35 C is presented in Fig. 7. Viscosity was found to be dependent on the stabilizer level but was independent of day. The trend was similar to that observed in fresh samples analyzed at 26 C. The samples were found to be less viscous at 35 C as in comparison to 26 C (fresh samples). This was expected due to weakening of network structure from warming of peanut butter for one hour prior to evaluation. There was an approximate two-fold decrease in the viscosity for 0.5 and 1.0% stabilizer levels samples for spindle D at 20 rpm for zero, one and two days. For 1.5 and 2.0% stabilizer level a decline in viscosity was reported only for days zero and one. In case of the day two, there was no decrease in the viscosity. This indicated the strong network present in 1.5 and 2.0% stabilized samples on day two was able to withstand high temperature and hence showed no decline in its viscosity.
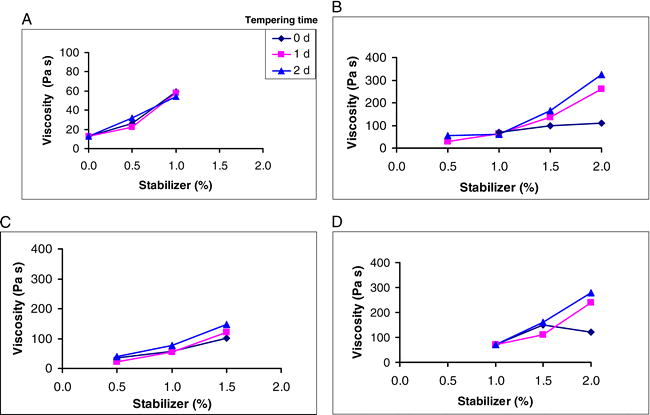
Effect of stabilizer concentration on viscosity of fresh samples at 35 C during tempering period when measured with various spindles at 20 rpm. Fig. 7A. Spindle C. Fig. 7B. Spindle D. Fig. 7C. Spindle E. Fig. 7D. Spindle F.
Conclusions
Texture and viscosity analysis showed stabilizer level to be a significant factor affecting consistency of peanut butter samples. However, these parameters could not trace the subtle changes occurring in the sample during the period of network formation for fresh samples at 26 C. Pre-warming of the sample at 35 C resulted in significant differences in texture from day zero to day two, which was not observed in samples analyzed at 26 C. Therefore, an additional step of pre-warming of peanut butter improved the sensitivity of texture analysis to changes taking place in peanut butter under tempering. This was not found to be the case for viscosity analysis at 35 C. From storage studies it was found that samples stabilized with 1.0, 1.5 and 2.0% formed a stable network structure, which was capable of withstanding any major changes for three months at 35 C. Therefore these levels (>1.0%) were considered adequate quantities of the additive to stabilize the peanut butter.
Literature Cited
Ahmed E. M. and Theresa A. 1986 Textural quality of peanut butter as influenced by peanut seed and oil content. Peanut Sci 13 : 18 – 20 .
Aryana K. J. , Resurreccion A. V. A. , Chinnan M. S. , and Beuchat L. R. 2003 Functionality of palm oil as a stabilizer. J. Food Sci 68 : 1301 – 1307 .
Citrene P. G. , Carreau P. J. , and Moan M. 2001 Rheological properties of peanut butter. Rheol. Acta 40 : 86 – 96 .
Hinds M. J. , Chinnan M. S. , and Beuchat L. R. 1994 Unhydrogenated palm oil as a stabilizer for peanut butter. J. Food Sci 59 : 816 – 820 832 .
Karn R. 2001 Tara Foods Albany GA Personal communications
Lenth C. W. 1939 New method for preventing oil separation. Food Ind 12 : 678 – 679 .
Muego K. F. , Resurreccion A. V. A. , and Hung Y. C. 1990 Characterization of textural properties of spreadable peanut based products. J. Texture Stud 21 : 61 – 73 .
SAS Institute Inc 1990 SAS User's Guide to the Statistics Analysis System Version 6.12. Raleigh, NC .
U.S. Food and Drug Administration-Center of Devices and Radiological Health 2002 Code of Federal Regulations Title 21-Food and Drugs.—Sec. 164.150 Peanut butter Washington D.C Available at http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfCFR/showCFR.cfm?FR = 164.150. Accessed July 17, 2004.
Vincent J. F. and Szabo L. Z. 1947 Physical and chemical methods for characterizing peanut butter. Anal Chem 19 : 655 – 657 .
Woodroof J. G. 1983 Peanut butter. 181 – 227 In Woodroof J. G. ed. Peanuts: Production, Processing, and Products. 3rd ed The AVI Publishers Westport, CT .
Notes
- 1Formerly Graduate Student at the Department of Food Science and Technology, 1109 Experiment Street, University of Georgia, Griffin, GA 30223. [^]
- 2Department of Food Science and Technology, 1109 Experiment Street, University of Georgia, Griffin, GA 30223. [^] *Corresponding author (chinnan@uga.edu).
Author Affiliations