
Introduction
Peanut (Arachis hypogaea L) is one of the major oil seed crops cultivated in many regions of the world. It is valued as an important food protein source in the developing and developed countries (Win et al., 2011). Peanut flours are low fat, high protein functional ingredients prepared from partially defatted, roasted peanut kernels (Howard and Hung, 2010). Peanut flour has a relatively high protein content, bland flavor, and light tan color which allows it to be incorporated into a wide range of foods (Priyanwiwatkul et al., 1995). However, different types of roasted peanut flours (i.e. medium, dark) will give a characteristic peanut flavor and darker color when incorporated in products at certain levels. The use of peanut flour as a protein supplement in breakfast cereals, pasta, baked goods, sauces, beverages, dressings and many other food products has been extensively studied (Cheewapramong et al., 2002; Howard et al., 2010, 2011; Ory and Conkerton, 1983 and others). Rheological, foaming, emulsifying, and water holding properties of peanut flour were also investigated (Davis et al., 2007; Ferreyra et al., 2007).
Pancakes are very popular wheat based breakfast food items consumed in different parts of the world with different regional names. Conventional wheat pancakes have been studied extensively on processing conditions for the improvement of texture and flavor (Seguchi, 1993; Seguchi et al., 1998). Trend towards gluten free, functional foods for various health reasons lead to the development of alternative foods using composite flours. Studies have been conducted in developing non-wheat based gluten free pancakes from rice and sweet potato flours (Shih et al., 2006). However, so far no work has been reported on the use of peanut flour as a replacement for wheat flour in pancake preparation to improve its nutritional value. Also, information on the effect of roasting and initial fat content of peanut flour on various quality attributes of supplemented products is not well understood. Furthermore, increase in popularity of ready to heat frozen breakfasts requires evaluation of reheated frozen peanut pancakes compared to fresh counterparts for better market or consumer acceptance evaluation. In this context, any study focusing on developing nutrient dense peanut pancakes and investigating the effect of degree of roasting, fat content and microwave reheating time on various quality attributes would be beneficial. Hence the objectives of the present study were to: i) Develop a peanut pancake instant mix by replacing wheat flour with peanut flour in a basic pancake formulation, ii) Evaluate the effect of roasting and fat content of peanut flour on physico-chemical properties of peanut pancakes, iii) Evaluate the effect of microwave reheating time on the quality of frozen peanut pancakes.
Materials and Methods
Peanut flours (Table 1) with 12% initial fat and light roasted (12L), 12% initial fat and medium roasted (12M) and 28% initial fat and light roasted (28L) used in this study were provided by Golden Peanut Company (Alpharetta, GA). Wheat flour (White Lily's Light Baking All-Purpose Flour, Memphis, TN), granulated sugar (Great Value, Bentonville, AR), salt (Morton, Chicago, IL), nonfat milk powder (The Kroger Co., Cincinnati, OH), double acting baking powder (Great Value, Bentonville, AR), baking soda (Great Value, Bentonville, AR) and peanut oil (Hollywood® enriched gold peanut oil, Boulder, CO) were purchased from local supermarkets in Griffin, GA and whole egg powder was purchased from the Barry farm (Wapakoneta, OH).

Typical proximate composition of peanut floursa.
Preliminary experiments were conducted by systematically replacing all-purpose wheat flour with 12L and 28L peanut flours at 0, 20, 30, 40 and 50% levels in the starting pancake formulation. The amount of water added to the dry mix for batter preparation increased with increasing percentage of peanut flour replacement to achieve desirable eating quality of peanut pancakes. Further, 12L peanut flour was replaced with 12M peanut flour in order to achieve reasonable color consistency among the pancakes from both 12M and 28L peanut flours.
In the first stage of experiments, wet ingredients in the peanut pancake formulation were replaced with appropriate amounts of dry ingredients. Final formulation was adjusted to have uniform levels of all the ingredients except wheat flour, peanut flour and water (Table 2). For the second stage of experiments, the peanut pancake preparation protocol from dry mix was developed (Fig. 1). Briefly, the procedure involves weighing the appropriate amounts of all-purpose wheat flour, peanut flour, whole egg powder, non-fat dry milk powder, sugar, salt, baking powder and baking soda for a particular formulation. The weighed ingredients were sifted through a three cup capacity measuring sifter (Broomwell's, Michigan city, IN) for about 1 min in clockwise direction to make sure that all dry ingredients mixed thoroughly then again re-mixed with a balloon shaped wire whisk for 2 min. Later, measured quantities of water and peanut oil were added to the instant mix and stirred with a wire whisk for about 2 min. Over mixing was avoided to minimize gluten formation and retain consistency of the batter. Viscosity of the batter was measured at room temperature (23 C) using a Brookfield viscometer (LVTD model, Stoughton, MA) with a TC-3 spindle operating at 20 rpm. About 200 mL batter was spooned into a standard 600 mL low form griffin beaker and tapped for 20 times in order to remove entrapped air bubbles in the batter. The viscosity (cP) of the leveled batter was measured for three different batches in triplicate. Finally, about 40 mL of the batter was poured onto a preheated griddle (Presto Griddle, National Presto Ind. Inc, Eau Claire, WI) that has been lightly sprayed with an antistick cooking spray (The Kroger Co, Cincinnati, OH). The pancakes were cooked for about 1.5 min at 190 C until the bubbles on the upper surface of the pancake were broken (as an indication to the proper cooking) and turned to the other side and cooked for another 1.5 min. The pancakes were cooled down to room temperature and divided into two batches. One batch was used to measure physical properties immediately and the other batch was packed in zip-lock freezer bags and freeze in a −20 C freezer for composition analysis and measuring the effect of microwave reheating times on quality.
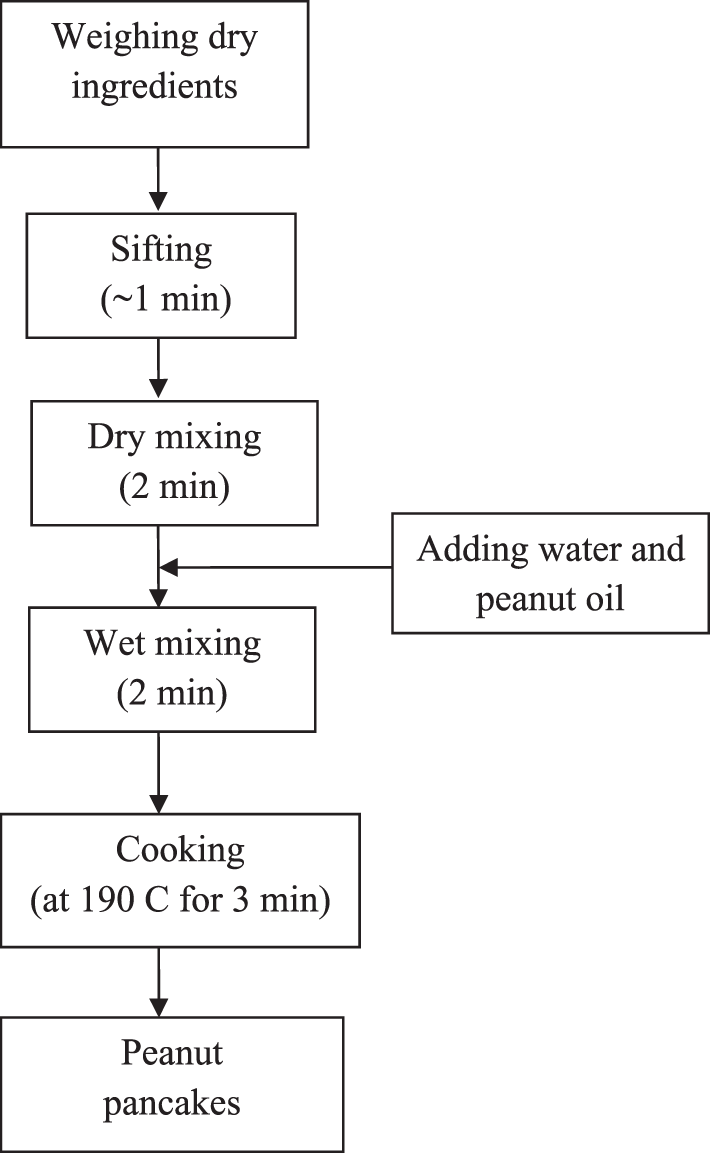
Peanut pancakes preparation steps.
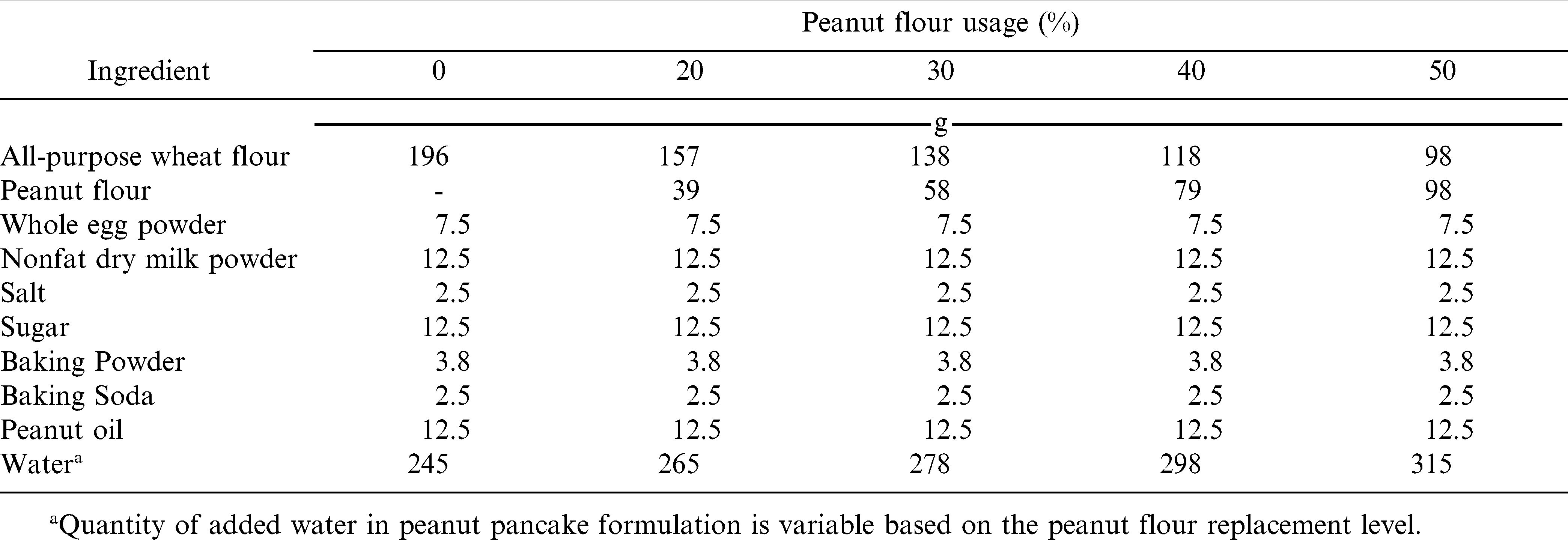
Formulation for peanut pancake using dry ingredients.
Color measurements were conducted using a Hunter Lab® Miniscan XE™ colorimeter (model 45/0-L, Hunter Associates Laboratory, Reston, VA). Samples were held inside an anti-reflective glass container (about the same size of the pancake), and placed against the scanner to measure the surface color of each pancake. The colorimeter was standardized with black and white tiles. Color values were measured in triplicate, for three different pancakes in each batch; and measurements were recorded as L*, a*, and b*. Subsequently, hue angle [tan−1(b*/a*)] were calculated.
Texture profile analysis (TPA) parameters namely hardness, cohesiveness, springiness and chewiness were derived from the force deformation curves as described elsewhere (Plahar et al., 2006). Immediately after color measurements, the same pancakes were used for TPA. Approximately 1cm3 specimens (1 cm2 surface area and 1 cm height) were cut from each pancake using a stainless steel cutting blade. A double bite compression test was performed using an Instron® universal testing machine (model 5542, Instron Corporation, Canton, MA) equipped with a flat head cylindrical compression cell (25 mm diameter, 22 mm height) and a 100 N load cell. The sample specimen were placed on a flat base and compressed to a fixed height of 5 mm (50% compression) at a crosshead speed of 10 mm/min then the crosshead returns to the initial detection point and wait for 10 sec then again compressed to the same height in the second cycle under the same test conditions. TPA was conducted for three specimens in each pancake sample and for three pancakes in each batch.
For compositional analysis, the frozen pancake samples were allowed to come to room temperature in the freezer bag and ground into homogenous mixture using a kitchen food processor (GE 4-speed food processor, Model 106622F, Wal-Mart store Inc., Bentonville, AR). Moisture content was determined on a 5-g samples dried overnight in a vacuum oven at 70 C under 25 mm Hg, following AACC method 44-40 (AACC, 2000). The weight loss was then used to calculate the moisture content. Moisture free sample was used for fat analysis using Goldfisch fat extraction apparatus, following the AACC method 30–26 (AACC, 1976). Defatted samples were used to measure nitrogen content using the Dumas combustion method (LECO analyzer, model 602-600, Warrendale, PA) following AOAC method 990.03 (AOAC, 2006). A factor of 6.25 was used to convert nitrogen to protein content (FAO, 1970). Ash content was determined on 1.5-g samples using the AOAC method 942.05 (AOAC, 2006). All the measurements were made in triplicate for each batch. A total of eight different peanut pancake formulations (Table 3) each with three different batches were prepared using both 12M and 28L at 20, 30, 40 and 50% wheat flour replacements. A control sample was made from formulation with 100% wheat flour.
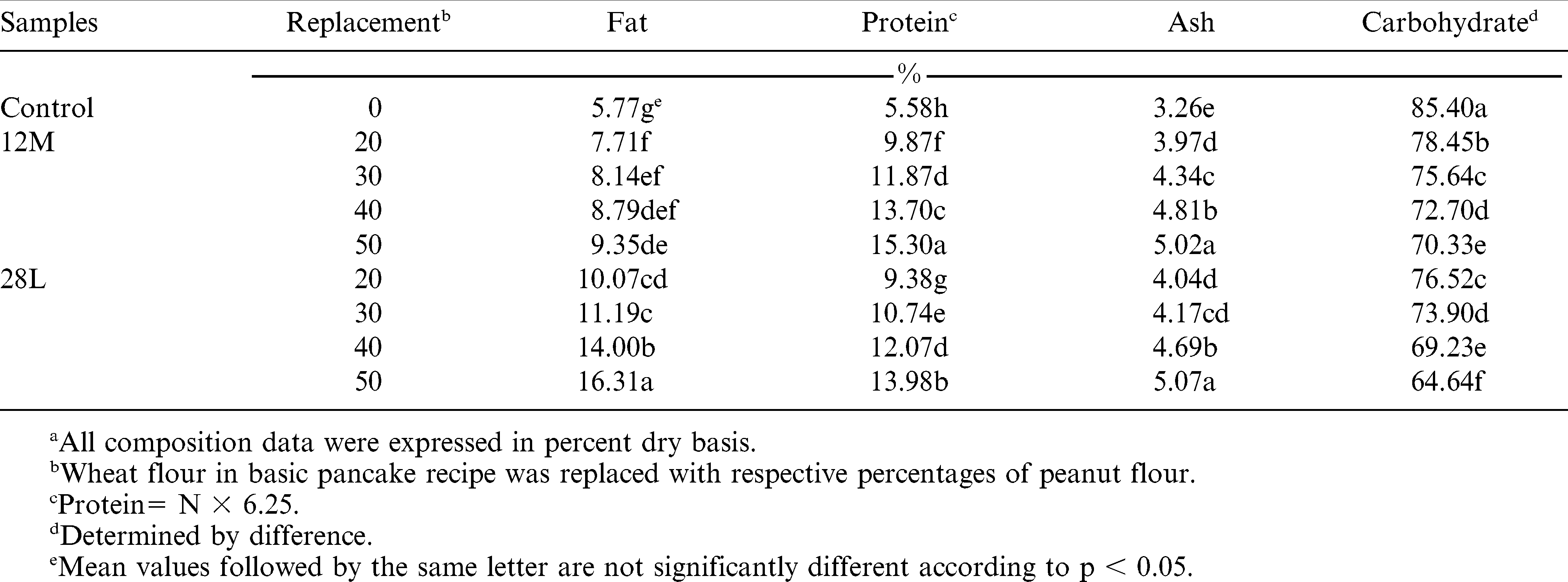
Approximate composition of peanut pancakesa.
To evaluate the effect of freezing and reheating on the quality of pancakes, peanut pancakes made with both 12M and 28L at 30% replacement level were reheated for three different time periods (20, 30 and 50 sec) in a 1100 W power commercial microwave oven (Amana Radarange, Model AMC2206BAW, Benton Harbor, MI). The weight of peanut pancakes before and after microwave reheating was measured using a calibrated balance and the difference in the weights was recorded as % moisture loss. Bulk density of the same samples was measured using glass beads displacement method as described in Yemmireddy et al (2013) for two pancakes in each batch. Using a stainless steel borer, 1 cm2 (radius × height) cylindrical specimens of reheated pancakes were cut to conduct the TPA as described earlier.
Statistical Analysis
Statistical analysis of the data was performed using ANOVA procedure at 5% level of significance using SAS version 9.1 (SAS Inc., Cary, NC). Difference tests were conducted using the Least Significance Difference (LSD) test.
Results and Discussion
Proximate composition of peanut pancakes is shown in Table 3. The mean values of fat content ranged from 7.71% (12M at 20% replacement) to 16.31% (28L at 50% replacement). The control sample has a much lower fat content (5.77%) compared to peanut pancake samples. As expected, fat content increased with increasing peanut flour concentration and the initial fat level of partially defatted peanut flour (12% or 28% fat).
Protein content of the peanut pancakes ranged from 9.38% (28M at 20% replacement) to 15.30% (12L at 50% replacement) while the control has a protein content of 5.58%. Statistical analysis of protein data revealed that the peanut pancakes made from 12M showed higher protein values compared to 28L at same level of replacement. These results also show that there is an inverse correlation between fat content and protein content (i.e., with increase in fat content, the protein content decreased). Total ash content of peanut pancakes ranged from 3.97% (12M at 20% replacement) to 5.07% (28L at 50% replacement). The ash content increased with increasing peanut flour. Total carbohydrate content of pancakes was determined by difference and the values ranged from 85.40% (for control) to 64.64% (for 28L at 50% replacement). Total carbohydrates decreased with increasing peanut flour. Pancakes made from 12M are found to have higher carbohydrate content compared to 28L at the same replacement level.
Results from preliminary experiments indicated that the flow behavior of pancake batter is important in the pancake preparation. Batter viscosity affects appearance, texture and sensory quality of the finished products (Shih et al., 2006). To achieve similar consistency in batter viscosity and uniformity in pancake quality, for every 10% increase in peanut flour concentration in the pancake mix, the amount of added water was increased by about 8% (Table 2). Mean values of viscosity of the pancake batter are shown in Table 4. Batter viscosity increased with increasing 12M and decreased with increasing 28L. Davis et al. (2007) studied the rheological properties of aqueous peanut flour dispersions and found that the dispersions with higher-fat flours were less viscous than lower-fat flours on an equal weight basis. Similar effect might be attributed to the peanut pancake batter used in this study.
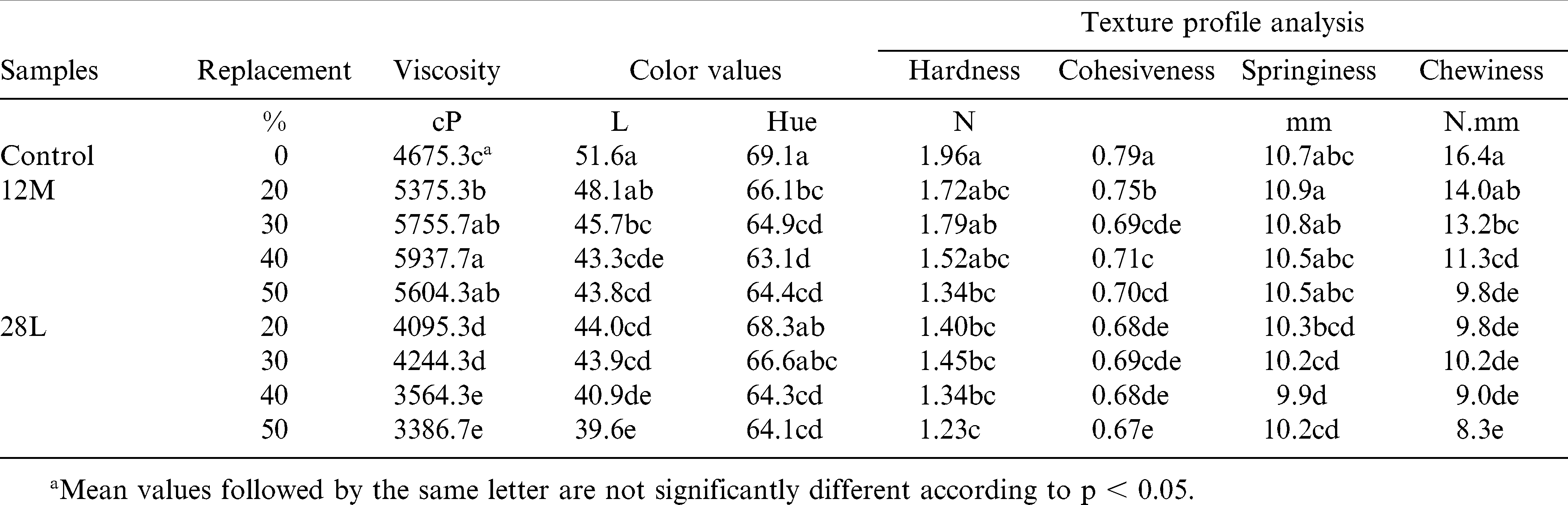
Viscosity of peanut pancake batter, color and texture profile analysis measurements of peanut pancakes.
Mean color values of peanut pancakes are shown in Table 4. The lightness (L*) values of peanut pancakes ranged from 39.6 to 48.1. Control sample (L* = 51.6) was lighter than samples containing peanut flour but not significantly different from 12M sample at 20% replacement (L* = 48.1). It can be inferred that the fat content, degree of roasting and concentration of peanut flour has profound effect on lightness values. Similar results were observed (Cheewapramong et al., 2002; Hinds, 2003; Howard and Hung, 2010) in breakfast cereals, muffins and pasta noodles containing peanut flours, respectively. However, by choosing medium roasted peanut flour at 12% fat level and light roasted peanut flour at 28% fat level in the current study minimized the differences in lightness values.
Hue angle (h) represents the visual sensation of the color perceived by human eye. The values of hue angle for the peanut pancakes ranged from 63.1 (for 12M at 40% replacement) to 68.3 (for 28L at 20% replacement) on the color wheel between 0 (red) and 90 (yellow); representing golden yellow color for the peanut pancakes. The hue value of control sample was found to be 69.1 which is not significantly different than pancakes made from 28L at 20% replacement (h = 68.28). Similar results were observed by Holt et al. (1992) in muffins containing composite flour (66.6% wheat flour and 33.3% peanut flour) and those containing 100% wheat flour. As the concentration of peanut flour increased, the hue values decreased and pancakes became more brown (Fig. 2). Statistical analysis of the data revealed that the hue values for pancakes made from 12M at different replacement levels; and for 28L at 30, 40 and 50% replacement levels were not significantly different from each other (P≥0.05). The subtle differences in perceived color among the pancakes may be attributed to the selection of different roasts at different fat levels of peanut flour.

Color comparison of peanut pancakes with 12% fat medium roast (12M) or 28% fat light roast (28L) as compared to the control.
Parameters of TPA of peanut pancakes are shown in Table 4. Hardness indicates the force required to compress a food between the molars and is defined as force necessary to attain a given deformation. Hardness of peanut pancakes was measured as peak force (N) required to compress the specimen to a depth of 5 mm from its original height. Hardness values of peanut pancakes ranged from 1.23 N (28L at 50% replacement) to 1.79 N (12M at 30% replacement) while control had a hardness of 1.96 N. Hardness of peanut pancakes showed a decreasing trend with increasing peanut flour and pancakes made with 28L tended to be least hard.
Cohesiveness indicates the non-recoverable deformations of the first and second chews of a product. Cohesiveness of the pancakes was measured as the ratio of work done during the second compression to the work done in the first compression. Cohesiveness values of peanut pancakes ranged from 0.67 (28L at 50% replacement) to 0.75 (12M at 20% replacement). Statistical analysis revealed that cohesiveness of control (0.79) is higher and significantly different than the peanut pancakes. Springiness indicates how well a product physically springs back after it has been deformed during the first bite. Springiness of pancakes was measured as the detected height of the product on the second compression and the values showed no significant effect due to percentage of peanut flour replacement. However, pancakes made from 12M had higher springiness values than pancakes made from 28L. Chewiness is the net energy required to chew the solid food to the point required for swallowing it. Chewiness (hardness × cohesiveness × springiness) of the control sample was not significantly different from the peanut pancake with 12L at 20% replacement.
The current study showed the feasibility of incorporating 20 to 50% peanut flour in regular wheat pancakes. At these levels, peanut flour substantially increased the protein content while seemingly minimizing differences in texture, as determined by TPA, when comparing to traditional wheat pancakes.
The effect of microwave reheating time on texture of the frozen pancakes is shown in Table 5. TPA of peanut pancakes was conducted after 0, 20, 30 and 50 sec microwave reheating times, while the TPA of a commercial frozen pancake (control) was conducted only at 30 sec microwave reheating time as per the instructions on the label. Hardness of pancakes ranged from 0.96 to 4.22 N and increased with increasing microwave reheating time of peanut pancakes. Statistical analysis of the data indicates that the hardness of control sample at 30 sec microwave reheating time is not significantly different from peanut pancakes, except hardness of 12M at 30 and 50 sec microwave reheating time. Similarly, cohesiveness of reheated peanut pancakes did not show significant difference from the control. Springiness of both peanut pancake varieties (12M and 28L) not showed significant difference with microwave reheating time. However, the springiness is found to be higher at 20 sec microwave reheating time of peanut pancakes. Chewiness of peanut pancakes ranged from 11.1 (for 28L at 20 sec reheating time) to 34.5 N. mm (for 12M at 30 sec reheating time). Chewiness increased with increasing microwave reheating time.
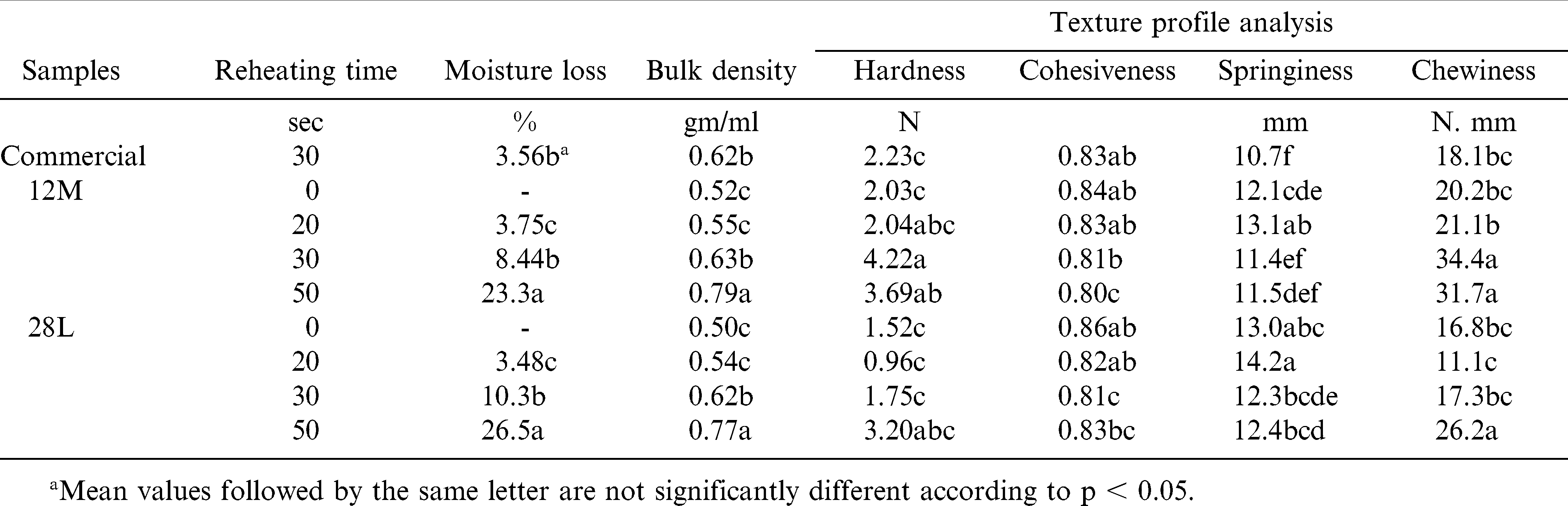
Effect of microwave reheating time on the moisture loss, bulk density and texture profile analysis of the frozen peanut pancakes.
The effect of microwave reheating time on moisture loss and bulk density of frozen pancakes is shown in Table 5. Moisture loss of peanut pancakes ranged from 3.48 (for 28L at 20 sec reheating time) to 26.5% (for 28L at 50 sec reheating time). The percent moisture loss of peanut pancakes increased with increasing microwave reheating time. This indicates microwave reheating time has significant impact on moisture loss of pancakes, and peanut pancakes showed higher moisture loss compared to the control at same microwave reheating time. The bulk density of pancakes ranged from 0.50 (28L at 0 sec reheating) to 0.79 g/mL (28L at 50 sec reheating) and increased with increasing microwave reheating time. The bulk density of the peanut pancakes made from either 12M or 28L and the control were not significantly different (P≥0.05) from each other at the same microwave reheating times. The selection of two different roasts for two different dafatted flours might have balanced the effect on bulk densities in the current study. Overall, microwave reheating time of 20 sec had similar moisture loss, bulk density and textural characteristics as the control, suggesting these peanut pancakes have the potential to be a frozen breakfast item.
Conclusions
A working formula for peanut pancake was established, starting with a basic pancake recipe. Peanut pancakes can be made successfully by replacing 20 to 50% of wheat flour. A minimum of 20% of peanut flour is needed to increase the protein content compared to traditional wheat based pancakes. The initial fat and protein content of the peanut flours significantly impacted the composition of the peanut pancakes including fat and protein levels. As per current test conditions, a minimum of 20 s microwave reheating time is required for frozen pancakes to achieve similar texture profile analysis characteristics as the control. The developed peanut pancake instant mix has shown promise as a functional breakfast food item to replace regular wheat pancakes.
Acknowledgements
This research was supported by a grant from the National Peanut Board through the Southeastern Peanut Research Initiative and by State and Hatch funds allocated to the University of Georgia Agricultural Experiment Station, Griffin Campus. The authors would like to thank Mr. Bruce A. Kotz for providing the peanut flour, Mr. Glenn Farrell for the technical help, and Jerry Davis for statistical assistance.
Literature Cited
AACC (American Association of Cereal Chemists) 1976 Approved Methods of the AACC. (10th ed.) / Method 30-26 St. Paul, MN, USA .
AACC (American Association of Cereal Chemists) 2000 Approved Methods of the AACC. (10th ed.) Method 44-40 St. Paul, MN, USA .
AOAC (Association of Official Analytical Chemists) 2005 Official methods of analysis of AOAC international. (16th ed.) Method 999.03 Arlington, VA, USA .
AOAC (Association of Official Analytical Chemists) 2006 Official methods of analysis of AOAC international. (16th ed.) Method 942.05 Arlington, VA, USA .
Cheewapramong P Riaz M.N Rooney L.W and Lusas E.W 2002 Use of partially defatted peanut flour in breakfast cereal flakes Cereal Chemistry 79 : 586 – 592 .
Davis J.P Gharst G and Sanders T.H 2007 Some rheological properties of aqueous peanut flour dispersions Journal of Texture Studies 38 : 253 – 272 .
FAO (Food and Agricultural Organization) 1970 Amino acid content of foods & biological data on proteins Rome, UN .
Ferreyra P.J.C Kuskoski E.M Luiz M.T.B Arellano D.B and Fett R 2007 Emulsifying and foaming properties of peanut (Arachis hypogaea Lineau) flour Grasas Y Aceites 58 : 264 – 269 .
Gahlawat P and Sehgal S 1992 Antinutritional content of developed weaning foods as affected by domestic processing. Food Chemistry 47 ( 4 ): 333 – 336 .
Hinds M.J 2003 Physical properties of muffins containing peanut flour and peanut butter Peanut Science 30 : 67 – 73 .
Holt S.D McWatters K.H and Resurreccion A.V.A 1992 Validation of predicted baking performance of muffins containing mixtures of wheat, cowpea, peanut, sorghum, and cassava flours Journal of Food Science 57 : 470 – 474 .
Howard B.M and Hung Y.-C 2010 Formulation of pasta noodles made with peanut flour Peanut Science 37 : 95 – 99 .
Howard B.M Hung Y.-C and McWatters K.H 2011 Analysis of ingredient functionality and formulation optimization of pasta supplemented with peanut flour Journal of Food Science 76 ( 1 ): E40 – E47 .
Ory R.L and Conkerton E.J 1983 Supplementation of bakery items with high protein peanut flour, Journal of the American Oil Chemists' Society 60 ( 5 ): 986 – 989 .
Plahar M.A Hung Y.C and McWatters K.H 2006 Improving the nutritional quality and maintaining consumption quality of akara using curdlan and composite flour International Journal of Food Science and Technology 41 : 962 – 972 .
Prinyawiwatkul W Beuchat L.R Phillips R.D and Resurreccion A.V.A 1995 Modeling the effects of peanut flour, feed moisture-content, and extrusion temperature on physical-properties of an extruded snack product International Journal of Food Science and Technology 30 : 37 – 44 .
SAS/STAT 9.1 2009 User's Guide SAS Institute, Inc. , Cary, NC .
Seguchi M 1993 Contribution of wheat-starch granule hydrophobicity to pancake texture Cereal Foods World 38 : 493 – 497 .
Seguchi M Hayashi M Kanenaga K Ishihara C and Noguchi S 1998 Springiness of pancake and its relation to binding of prime starch to tailings in stored wheat flour Cereal Chemistry 75 : 37 – 42 .
Shih F.F Truong V.D and Daigle K.W 2006 Physicochemical properties of gluten-free pancakes from rice and sweet potato flours Journal of Food Quality 29 : 97 – 107 .
Win M.M Abdul-Hamid A Baharin B.S Anwar F and Saari N 2011 Effects of roasting on phenolics composition and antioxidant activity of peanut (Arachis hypogaea L.) kernel flour European Food Research and Technology 233 : 599 – 608 .
Yemmireddy V.K Chinnan M.S Kerr W.L and Hung Y.-C 2013 Effect of drying method on drying time and physico-chemical properties of dried rabbiteye blueberries LWT - Food Science and Technology 50 : 739 – 745 .
Notes
- Department of Food Science and Technology, University of Georgia, 1109 Experiment St., Griffin, GA 30223, USA * Corresponding author e-mail: yhung@uga.edu
Author Affiliations